
Nyheter
-

Det kritiska samspelet mellan geometriska och dimensionella toleranser i CNC-delar
Noggrannheten hos mekaniska delars geometriska parametrar påverkas av både dimensionsfel och formfel.Mekaniska delar anger ofta dimensionella toleranser och geometriska toleranser samtidigt.Även om det finns skillnader och samband mellan de två, är noggrannheten ...Läs mer -
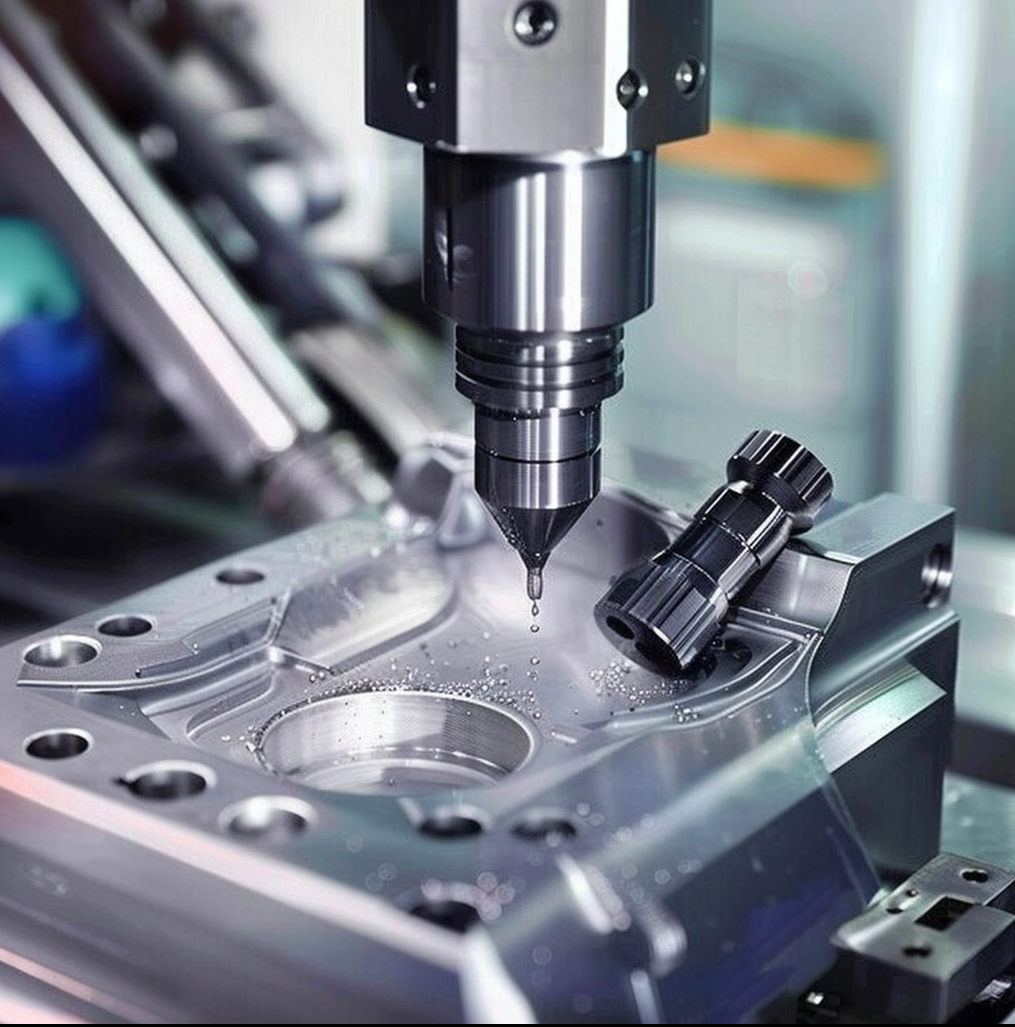
Exakt till mikron: Hur bearbetningsguider formar vår värld
Bearbetningsnoggrannhet är graden i vilken den faktiska storleken, formen och positionen för de tre geometriska parametrarna för en bearbetad del matchar de idealiska geometriska parametrarna som krävs av ritningen.De perfekta geometriska parametrarna hänvisar till den genomsnittliga storleken på delen, ytgeometrin som cir...Läs mer -
Exklusiv intervju: Förstå vikten av bearbetningsprocesskunskap
1. Vilka är de tre metoderna för att klämma fast arbetsstycken?Det finns tre metoder för att klämma fast arbetsstycken som inkluderar: 1) Fastspänning i fixturen 2) Hitta rätt klämma direkt 3) Markera linjen och hitta rätt klämma.2. Vad innehåller bearbetningssystemet?Bearbetningen...Läs mer -
Upptäck de väsentliga egenskaperna hos 9 olika arbetsarmaturer
Utformningen av verktygsfixturer är en process som är skräddarsydd för de specifika kraven för en viss tillverkningsprocess.Detta görs efter att bearbetningsprocessen av delarna är slutförd.När man utvecklar tillverkningsprocessen är det viktigt att överväga genomförbarheten av implementering...Läs mer -
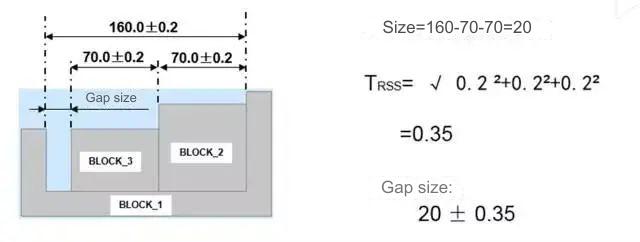
Förstå detaljerna i storlekskontroll i mekanisk design |Kombination av bilder och text
Inom mekanisk design är kontrollen av en produkts dimensioner en återspegling av designerns förmåga.Om du saknar nödvändiga designkunskaper kan det vara svårt att uppnå storlekskontroll.Därför skulle jag vilja dela med dig av några grundläggande designprocesser och metoder som kan hjälpa dig att impr...Läs mer -
När du drar åt bultar och muttrar, ska du använda plana brickor eller fjäderbrickor?
Många vill spara plattbrickor eller fjäderbrickor för att spara kostnader.Faktum är att plattbrickor och fjäderbrickor var och en spelar en oumbärlig roll vid användningen av bultar.Idag kommer vi att presentera platta kuddar och fjäderkuddar för dig.Vänster platt dyna, höger fjäderdyna En platt bricka är en...Läs mer -

Vikten av handskrapad säng för precisionsmaskiner
Varför måste precisionsverktygsmaskiner skrapas för hand?Skrapning är en mycket utmanande teknik som överträffar träsnideri i komplexitet.Den fungerar som den grundläggande basen för precisionsverktygsfunktioner genom att säkerställa noggrann ytbehandling.Skrapning eliminerar vårt beroende av andra maskiner...Läs mer -
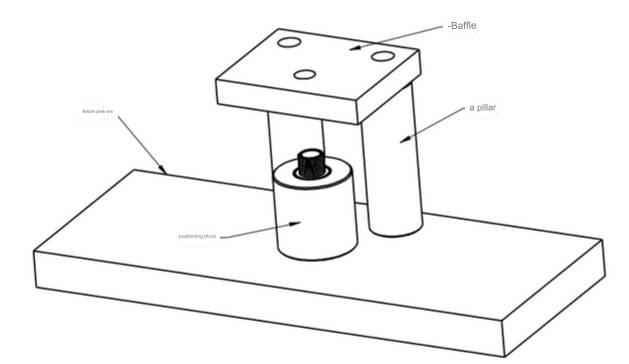
Tänk på designpunkterna för specialverktygsfixturer |Säkerställ maximal bearbetningsstabilitet och noggrannhet
Utvecklingen av verktygsfixturer sker vanligtvis i enlighet med de särskilda behoven för en given process, när delarnas bearbetningsprocess väl har etablerats.Det är viktigt att fullt ut överväga genomförbarheten av att implementera fixturerna samtidigt som processen formuleras.När skapas...Läs mer -
Att bemästra svarven: åtta viktiga tekniker avslöjade
1. Skaffa små mängder mat på ett smart sätt och använd trigonometriska funktioner på ett smart sätt Skaffa små mängder mat med uppfinningsrikedom och tillämpa trigonometriska funktioner effektivt. Under svarvningsprocessen bearbetas ofta arbetsstycken med inre och yttre cirklar som kräver hög noggrannhet....Läs mer -
Banbrytande metoder och skickliga tillämpningar för att förhindra deformation av aluminiumdelar
Många faktorer bidrar till förvrängningen av aluminiumkomponenter under tillverkningsprocessen, inklusive materialegenskaper, detaljgeometri och produktionsparametrar.De primära faktorerna omfattar inre spänningar i råmaterialet, distorsion till följd av bearbetningskrafter och...Läs mer -
Kritiska krav för maskinritningar
De tekniska kraven för mekaniska ritningar som sammanställts av Anebon-teamet täcker följande grundläggande kravkatalog: 1. Allmänna tekniska krav 2. Värmebehandlingskrav 3. Toleranskrav 4. Delvinkel 5. Monteringskrav 6. Gjutningskrav 7. Beläggningskrav. .Läs mer -

Omfattande guide till rostfritt stål
Rostfritt stål är ett populärt val för att tillverka instrument.Att lära sig om rostfritt stål kan hjälpa instrumentanvändare att bli mer skickliga på att välja och använda instrument effektivt.Rostfritt stål, ofta förkortat SS, tål exponering för luft, ånga, vatten och andra mil...Läs mer











