
Оё шумо муносибати байни калибрҳо ва микрометрҳо ва саноати CNC-ро дарк мекунед?
Ҳам калиперҳои вернерӣ ва ҳам микрометрҳо асбобҳои дақиқи ченкунӣ мебошанд, ки одатан дар саноати CNC барои андозагирии дақиқи андоза истифода мешаванд.
Калибрҳои вернерӣ, ки бо номи тарозуи вернерӣ ё калибрҳои лағжиш низ маълуманд, асбобҳои ченкунии дастӣ мебошанд, ки барои чен кардани андозаҳои беруна (дарозӣ, паҳнӣ ва ғафсӣ) ашё истифода мешаванд.Онҳо аз шкалаи асосӣ ва шкалаи вернерии лағжанда иборатанд, ки барои хониши дақиқ берун аз қарори шкалаи асосӣ имкон медиҳанд.
Микрометрҳо, аз тарафи дигар, махсусгардонида шудаанд ва қодиранд масофаҳои хеле хурдро бо дақиқии баланд чен кунанд.Онҳо барои чен кардани андозаҳо ба монанди диаметр, ғафсӣ ва умқ истифода мешаванд.Микрометрҳо ченакҳоро дар микрометрҳо (мкм) ё ҳазоряки миллиметр таъмин мекунанд.
Дар саноати CNC, дақиқ барои таъмини коркарди дақиқ ва равандҳои истеҳсолӣ муҳим аст.Калиперҳо ва микрометрҳои вернерӣ дар назорати сифат, санҷиш ва ченкунии дақиқ нақши муҳим доранд.Қисмҳои коркарди CNC.Онҳо ба операторҳо ва техникҳои CNC имкон медиҳанд, ки андозаҳоро тафтиш кунанд, таҳаммулпазирии қатъиро нигоҳ доранд ва кори дурусти мошинҳои CNC-ро таъмин кунанд.
Омезиши технологияи CNC ва асбобҳои дақиқи ченкунӣ ба монанди калибрҳои вернерӣ ва микрометрҳо ба содда кардани равандҳои истеҳсолӣ, баланд бардоштани самаранокӣ ва расонидани ҷузъҳои босифати CNC коркардшуда кӯмак мекунанд.
Баррасии Калиперҳои Vernier
Ҳамчун асбоби ченкунии ба таври васеъ истифодашаванда, штангенциркуль аз ду қисм иборат аст: тарозуи асосӣ ва вернери лағжанда, ки ба тарозуи асосӣ пайваст карда шудааст.Агар аз рӯи қиммати шкалаи нониус тақсим карда шавад, штангенциркуль ба се намуд тақсим мешавад: 0,1, 0,05 ва 0,02мм.
Калибрҳои вернериро чӣ тавр хондан мумкин аст
Гирифтани калипери дақиқи вернерӣ бо арзиши миқёси 0,02 мм, усули хонишро ба се марҳила тақсим кардан мумкин аст;
1) Тамоми миллиметрро аз рӯи шкалаи наздиктарин дар шкалаи асосӣ дар тарафи чапи хатти сифрии шкалаи ёрирасон хонед;
2) 0,02 зарб кунед барои хондани адади даҳӣ мувофиқи шумораи сатрҳои кандакорӣ, ки бо шкала дар шкалаи асосӣ дар тарафи рости хати сифрии шкалаи ёрирасон мувофиқат карда шудааст;
3) Барои ба даст овардани андозаи умумӣ қисмҳои бутун ва даҳиро дар боло ҷамъ кунед.
Усули хониши 0,02 мм вернер калипер
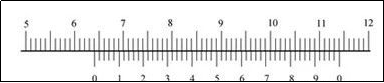
Тавре ки дар расми боло нишон дода шудааст, миқёси пеши тарозуи асосӣ, ки ба хати 0-и зершкала нигаронида шудааст, 64мм аст ва хати 9-ум пас аз хати 0-и зершкала бо хати кандакоришудаи миқёси асосӣ мувофиқат мекунад.
Сатри 9-ум пас аз хати 0-и зершаҳр маънои онро дорад: 0,02 × 9 = 0,18 мм
Ҳамин тариқ, андозаи қисмҳои коркардшуда: 64+0,18=64,18мм
Чӣ тавр истифода бурдани штангенциркуль
Даҳоҳоро якҷоя кунед, то бубинед, ки вернер бо аломати сифр дар миқёси асосӣ мувофиқат мекунад.Агар он баробар карда шуда бошад, онро чен кардан мумкин аст: агар он мувофиқат накунад, хатои сифрро сабт кардан лозим аст: хатти миқёси сифрии нониусро хатои сифри мусбӣ дар тарафи рости хати миқёси сифр дар ҷисми ченак меноманд ва хатои сифри манфиро хатои манфии сифр дар тарафи чапи хати миқёси сифрӣ дар ҷисми ченак меноманд (ин усули танзим бо танзими меҳвари адад мувофиқ аст, ҳангоми пайдоиш дар тарафи рост буда, ибтидо мусбат аст ва манфӣ, вақте ки пайдоиш дар тарафи чап аст).
Ҳангоми ченкунӣ корпуси ченкуниро бо дасти рост нигоҳ доред, курсорро бо ангушти калон ҳаракат кунед вақисмҳои алюминийи cncбо диаметри берунӣ (ё диаметри дарунӣ) бо дасти чапи худ, то объекти ченшаванда дар байни чанголҳои ченкунии беруна ҷойгир бошад ва вақте ки он ба чанголҳои ченкунӣ зич часпида мешавад, шумо метавонед хонед, тавре ки дар расми зер нишон дода шудааст :
Истифодаи калиперҳои Vernier дар хидматрасонии коркарди CNC
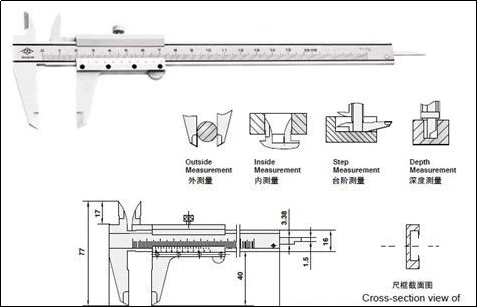
Ҳамчун асбоби маъмулии ченкунӣ, штангенциркульро дар чаҳор ҷанбаи зерин истифода бурдан мумкин аст:
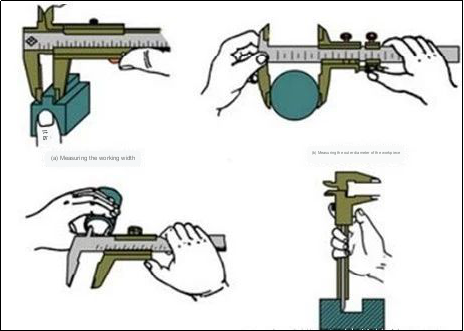
1) Паҳнои қисмати корро чен кунед
2) Диаметри берунии порчаи корро чен кунед
3) Диаметри дарунии порчаи корро чен кунед
4) Чукурии порчаи корро чен кунед
Усулҳои мушаххаси андозагирии ин чаҳор ҷанба дар расми зер нишон дода шудаанд:
Истифодаи калибрҳои Вернер дарХизматрасонии коркарди CNC
Ҳамчун асбоби маъмулии ченкунӣ, штангенциркульро дар чаҳор ҷанбаи зерин истифода бурдан мумкин аст:
1) Паҳнои қисмати корро чен кунед
2) Диаметри берунии порчаи корро чен кунед
3) Диаметри дарунии порчаи корро чен кунед
4) Чукурии порчаи корро чен кунед
Усулҳои мушаххаси андозагирии ин чаҳор ҷанба дар расми зер нишон дода шудаанд:
Эҳтиёт барои истифода
штангенциркуль асбоби нисбатан дакики ченкунй буда, хангоми истифода бурдани он ба нуктахои зерин диккат додан лозим аст:
1. Пеш аз истифода, сатҳи ченкунии ду пойи клипро тоза кунед, ду пойи клипро пӯшед ва санҷед, ки хати 0-и ченаки ёрирасон бо хати 0-и ченаки асосӣ мувофиқат мекунад.Дар акси ҳол, хониши андозагирӣ бояд мувофиқи хатои аслӣ ислоҳ карда шавад.
2. Њангоми ченкунии ќисми корї сатњи ченкунии пои таќзик бояд ба сатњи ќисмњои корї параллел ё перпендикуляр бошад ва набояд каљ шавад.Ва қувва набояд аз ҳад зиёд калон бошад, то пойҳои клипро деформатсия накунад ё напӯшад, ки ба дурустии андозагирӣ таъсир мерасонад.3. Ҳангоми хондан хатти дидан бояд ба сатҳи шкала перпендикуляр бошад, вагарна арзиши ченшуда нодуруст хоҳад буд.
4. Ҳангоми чен кардани диаметри дарунӣ онро каме ҷунбонда, арзиши максималиро пайдо кунед.
5. Пас аз тамом шудани штангенциркуль, онро бодиққат пок кунед, равғани муҳофизатӣ молед ва онро дар сарпӯш ҷойгир кунед.дар сурати занг задан ё хам шудан.
Микрометри спиралӣ, ки онро микрометр низ меноманд, асбоби дақиқи ченкунӣ мебошад.Принсип, сохтор ва истифодаи микрометри спиралӣ дар зер шарҳ дода мешавад.
Микрометри спиралӣ чист?
Микрометри спиралӣ, ки бо номи микрометр, микрометри спиралӣ, корти сантиметрӣ низ маълум аст, нисбат ба калипер вернерӣ асбоби дақиқтар барои чен кардани дарозӣ мебошад.Он метавонад дарозиро то 0,01 мм дақиқ чен кунад ва диапазони ченкунӣ якчанд сантиметр аст.
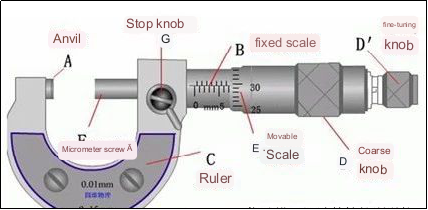
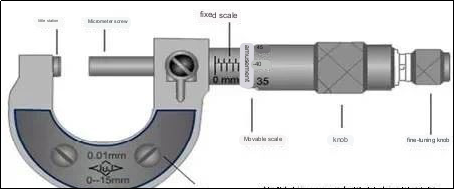
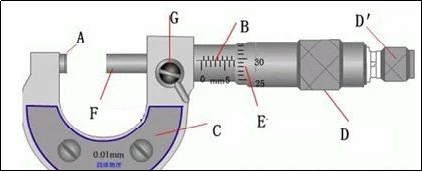
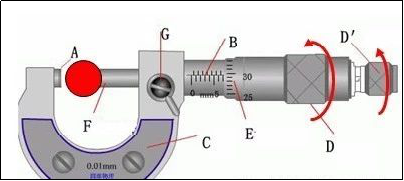
Сохтори микрометри спиралӣ
Дар зер диаграммаи схематикии сохти микрометри спиралй оварда шудааст:
Принсипи кори микрометри винтӣ
Микрометри винтӣ аз рӯи принсипи пурқувваткунии винт сохта шудааст, яъне винт дар гайка як маротиба давр мезанад ва винт аз рӯи самти меҳвари гардиш ба масофаи як қадам пеш ё ақиб меравад.Аз ин рӯ, масофаи хурдеро, ки қад-қади меҳвар ҳаракат мекунад, бо нишон додани доира ифода кардан мумкин аст.
Сатҳи риштаи дақиқи микрометри винтӣ 0,5 мм ва тарозуи ҳаракаткунанда 50 тарозуи баробар тақсимшуда дорад.Вақте ки миқёси ҳаракаткунанда як маротиба гардиш мекунад, винти микрометр метавонад 0,5 мм пеш ё ақиб равад, аз ин рӯ гардиши ҳар як қисмати хурд ба андозагирӣ баробар аст Вирдаки микро 0,5/50 = 0,01 мм пеш ё ақиб меравад.Дидан мумкин аст, ки ҳар як тақсимоти хурди миқёси ҳаракаткунанда 0,01 мм-ро ташкил медиҳад, аз ин рӯ микрометри винт метавонад то 0,01 мм дақиқ бошад.Азбаски онро метавон барои хондани дигараш тахмин кард, онро то ҳазоруми миллиметр хондан мумкин аст, бинобар ин онро микрометр низ меноманд.
Чӣ тавр истифода бурдани микрометри спиралӣ
Вақте ки мо аксар вақт ба мизоҷон кӯмак мерасонем, ки асбоби ба даст овардани маълумотҳои моро бо микрометри спиралӣ барои андозагирии самаранок пайваст кунанд, мо аксар вақт ба мизоҷон дастур медиҳем, ки ҳангоми сохтани микрометри спиралӣ амалҳои зеринро иҷро кунанд:
1. Пеш аз истифода нуқтаи сифрро санҷед: тугмаи танзимкунии D′-ро оҳиста гардонед, то чӯбчаи ченкуниро (F) бо ченаки ченкунӣ (A) то садо диҳад.Дар айни замон, нуқтаи сифр дар ченаки ҳаракаткунанда (остини ҳаракаткунанда) Хати кандакорӣ бояд бо хати истинод (хати дарози уфуқӣ) дар остини собит мутобиқ карда шавад, вагарна хатогии сифрӣ вуҷуд хоҳад дошт.
2. Чаҳорчӯбаи ченакро (С) дар дасти чап нигоҳ доред, тугмаи танзимкунии дағалии D-ро бо дасти рост гардонед, то масофаи байни чӯбчаи ченкунаки F ва анҷири А каме калонтар аз ашёи ченакро гузоред, ашёи ченакро ба дарун гузоред; тугмаи муҳофизатии D'-ро барои маҳкам кардани ашёи ченшаванда то даме, ки садо садо надиҳад, гардонед, тугмаи собитшудаи G-ро барои ислоҳ кардани чӯбчаи ченкунӣ гардонед ва хониш гиред.
Усули хондани микрометри буранда
1. Аввал ҷадвали муқарраршударо хонед
2. Ним шкаларо бори дигар хонед, агар хатти нимшкала кушода бошад, онро 0,5 мм сабт кунед;агар хати нимшиканӣ ошкор нашавад, онро ҳамчун 0,0 мм сабт кунед;
3. Микёси манқулро бори дигар хонед (ба ҳисоб диққат диҳед) ва онро ҳамчун n×0,01мм сабт кунед;
4. Натиҷаи хониши ниҳоии миқёси собит + миқёси ним + тарозуи манқул
Азбаски натиљаи хониши микрометри спирали то њазоруми мм дуруст аст, микрометри спиралиро микрометр низ меноманд.
Чораҳои эҳтиётӣ барои микрометри спиралӣ
1. Ҳангоми ченкунӣ, диққат диҳед, ки ҳангоми винти микрометрӣ ба объекти ченшаванда наздик шудан, истифодаи тугмаро қатъ кунед ва ба ҷои он тугмаи танзими дақиқро истифода баред, то фишори аз ҳад зиёдро пешгирӣ кунед, ки ин на танҳо натиҷаи ченкуниро дақиқ мекунад, балки инчунин муҳофизат мекунад. микрометри винт.
2. Ҳангоми хондан ба он диққат диҳед, ки оё хатти кандакорӣ, ки ним миллиметрро дар шкалаи муқарраршуда нишон медиҳад, кушода шудааст ё не.
3. Ҳангоми мутолиа шумораи тахминӣ дар ҷои ҳазорум мавҷуд аст, ки онро тасодуфан партофтан мумкин нест.Ҳатто агар нуқтаи сифрии миқёси муқарраршуда танҳо бо хати муайяни миқёси ҷараёнҳои ҳаракаткунанда мувофиқат карда шавад, ҷои ҳазорум низ бояд ҳамчун "0" хонда шавад.
4. Њангоми ба њам наздик будани анвали хурд ва винти микрометр, нуќтаи сифрии шкалаи љойгиранда бо нуќтаи сифрии љадвали собит рост намеояд ва хатои сифрї ба амал меояд, ки онро ислоњ кардан лозим аст, яъне арзиши хатогии сифр бояд аз хониши ченкунии ниҳоии дарозӣ хориҷ карда шавад.
Истифодаи дуруст ва нигоҳдории микрометри спиралӣ
• Санҷед, ки оё хатти сифр дуруст аст;
• Хангоми ченкунй сатхи ченкардаи порчаи корхоро пок кардан лозим аст;
• Хангоми калон будани порчаи кор бояд дар охани V-шакл ё табаки хамвор чен карда шавад;
• Пеш аз ченкунӣ чӯбчаи ченак ва ангурро тоза кунед;
• Ҳангоми печонидани остини манқул дастгоҳи ратчет лозим аст;
• Сарпӯши қафоро кушоед, то хати сифрро иваз накунед;
• Равғани оддии муҳаррикро ба байни гилеми собит ва гилеми ҳаракаткунанда наандозед;
• Баъди истифода равганро пок карда, ба куттии махсус дар чои хушк гузоред.
Ҳадафи Anebon ва ҳадафи корхона ин "Ҳамеша қонеъ кардани талаботи мизоҷони мо" мебошад.Anebon ҳам барои ҳам дурнамои кӯҳна ва ҳам нави мо молҳои барҷастаи баландсифатро таъсис ва услуб ва тарроҳиро идома медиҳад ва барои муштариёни худ дурнамои бурднокро дарк мекунад, ҳамон тавре ки мо профилҳои экструзионии дақиқ, қисмҳои алюминийи cnc ва қисмҳои фрезери алюминийро фармоиш медиҳем. .Anebon бо дасти кушода, ҳамаи харидорони ҳавасмандро даъват кард, ки ба вебсайти мо ташриф оранд ё барои маълумоти иловагӣ бо мо тамос гиранд.
Фабрикаи фармоишии Чин CNC Machine ва CNC Engraving Machine, маҳсулоти Anebon аз ҷониби корбарон ба таври васеъ эътироф ва эътимод дорад ва метавонад ниёзҳои пайваста инкишофёбандаи иқтисодӣ ва иҷтимоиро қонеъ кунад.Anebon мизоҷони нав ва кӯҳнаро аз тамоми қишрҳои ҳаёт истиқбол мекунанд, то бо мо барои муносибатҳои тиҷоратии оянда ва ноил шудан ба муваффақияти мутақобила дар тамос шаванд!
Вақти фиристодан: июл-03-2023