
Komunaj fadenaj metodoj de tranĉado

Milling Thread Turning Thread
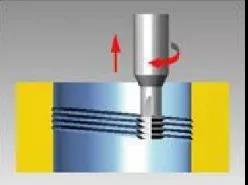
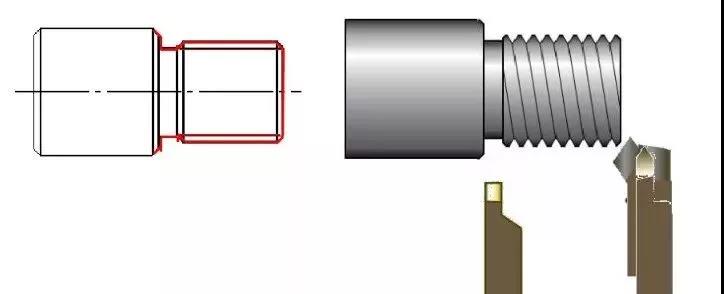
Teknologia procezo
Turniĝanta finvizaĝo unu turniĝanta fadeno plej granda diametro (d < nominala diametro) unu turniĝanta subtranĉo (< fadena minora diametro) → ĉanflankado → turnanta fadeno (multtranĉilo turnanta)
Instalaj kapabloj
Instalado de laborpeco
Elektu la taŭgan fiksan pozicion.
Estas sufiĉe da krampa forto.


Muntu la transdonon
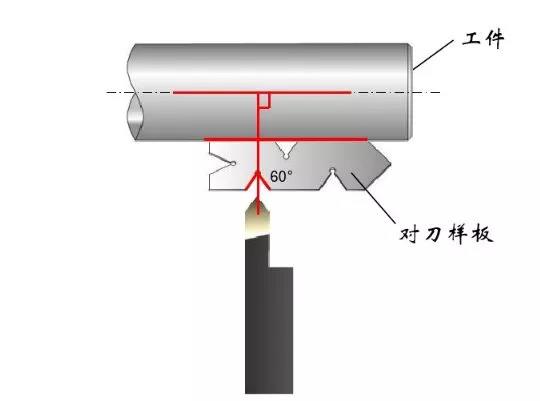
Ŝlosilaj punktoj de instalado: la angula dividlinio de la ilpinto estas perpendikulara al la akso de la laborpeco.cnc turnanta parto
Alĝustigo de maŝiniloj
Por fadenturnado
Alĝustigu la spindrapidecon
Alĝustigo de tonalto

Rimarku
1. Evitu "hazarda buko"
[se ĉi-lasta tranĉilo ne falas en la fadenkanelon de la turna metodo de la antaŭa tranĉilo, la laborpeco estos forigita.]
Se la ŝraŭbpaŝo ne estas la integra valoro de la laborpeca peco, ĝi devas esti turnita turnante antaŭen kaj malantaŭen.
La relativa pozicio inter la laborpeco kaj la spindelo ne povas esti ŝanĝita.
Se la ilo estas ŝanĝita aŭ muelita, la ilo devus esti alĝustigita denove.cnc maŝinanta parto
2. Malhelpi "pikadon"
[la distribuado de maŝinprilaborado estas neracia, aŭ la permeso de unu turnado estas pli racia, kio faras la du flankojn de la fadeno malglataj kaj eĉ ĉizitaj.]
Laborpeco kaj ilo krampo
Racia asigno de poŝmono kaj elekto de taŭga nutra metodo
Retiru la tranĉilon ĝustatempe.
Anebon Metal Products Limited povas provizi CNC-maŝinadon, ĵetantajn, ladajn maŝinprilaborajn servojn, bonvolu kontakti nin.
Tel: +86-769-89802722 Email: info@anebon.com Website : www.anebon.com
Afiŝtempo: Jan-02-2020