
วิธีการตัดด้ายทั่วไป
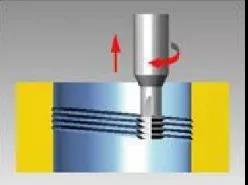

เกลียวกัด กลึงเกลียว
กระบวนการทางเทคโนโลยี
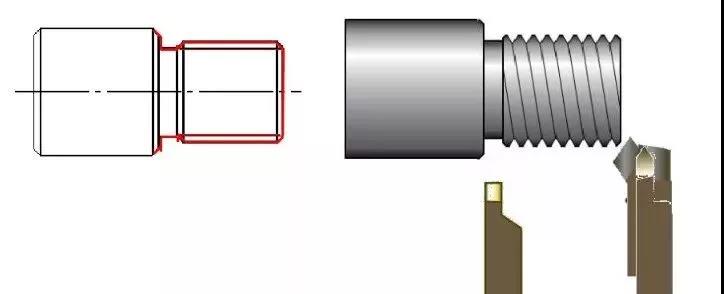
หน้าการกลึง เส้นผ่านศูนย์กลางหลักของเกลียวหมุนหนึ่งอัน (d < เส้นผ่านศูนย์กลางปกติ) การตัดด้านล่างของการกลึงหนึ่งอัน (< เส้นผ่านศูนย์กลางเล็กของเกลียว) → การลบมุม → การกลึงเกลียว (การกลึงหลายคัตเตอร์)
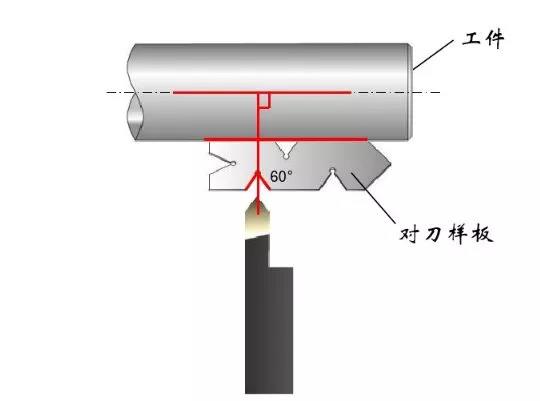
ทักษะการติดตั้ง
การติดตั้งชิ้นงาน
เลือกตำแหน่งการจับยึดที่เหมาะสม
มีแรงจับยึดเพียงพอ


ติดงวด
จุดสำคัญของการติดตั้ง: เส้นแบ่งมุมของปลายเครื่องมือตั้งฉากกับแกนของชิ้นงานส่วนกลึงซีเอ็นซี
การปรับเครื่องมือเครื่องจักร
สำหรับการกลึงเกลียว
ปรับความเร็วแกนหมุน
การปรับระดับเสียง

สังเกต
1. หลีกเลี่ยง "หัวเข็มขัดสุ่ม"
[หากมีดอันหลังไม่ตกเข้าไปในร่องเกลียวของวิธีการกลึงของมีดอันเดิม ชิ้นงานก็จะเป็นเศษซาก-
หากระยะพิทช์ของสกรูไม่ใช่ค่ารวมของระยะพิทช์ของชิ้นงาน จะต้องหมุนโดยหมุนไปข้างหน้าและข้างหลัง
ตำแหน่งสัมพัทธ์ระหว่างชิ้นงานและสปินเดิลไม่สามารถเปลี่ยนแปลงได้
หากเครื่องมือมีการเปลี่ยนแปลงหรือเจียร ควรปรับเครื่องมืออีกครั้งชิ้นส่วนเครื่องจักรกลซีเอ็นซี
2.ป้องกันการ "แทง"
[การกระจายค่าเผื่อการตัดเฉือนนั้นไม่สมเหตุสมผล หรือค่าเผื่อการกลึงครั้งเดียวมีความสมเหตุสมผลมากกว่า ซึ่งทำให้ด้ายทั้งสองด้านหยาบและบิ่นได้-
การหนีบชิ้นงานและเครื่องมือ
การจัดสรรค่าเผื่อที่เหมาะสมและการเลือกวิธีการให้อาหารที่เหมาะสม
ถอนมีดออกทันเวลา
Anebon Metal Products Limited สามารถให้บริการเครื่องจักร CNC, งานหล่อโลหะ, งานโลหะแผ่นได้ โปรดติดต่อเรา
Tel: +86-769-89802722 Email: info@anebon.com Website : www.anebon.com
เวลาโพสต์: Jan-02-2020