
ວິທີການຕັດເສັ້ນດ້າຍທົ່ວໄປ
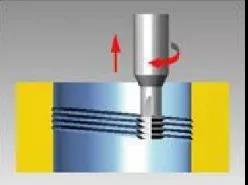

Milling Thread Turning thread
ຂະບວນການເຕັກໂນໂລຢີ
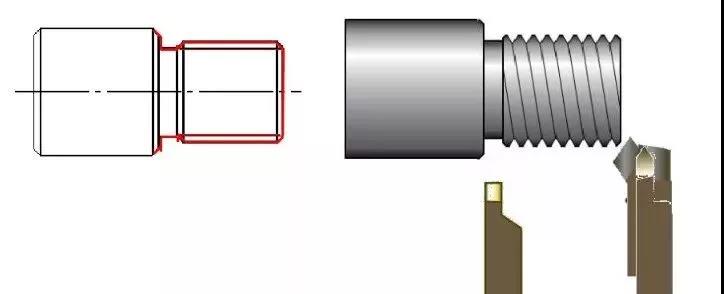
ປາຍຫັນໜ້າໜຶ່ງເສັ້ນຜ່າສູນກາງໃຫຍ່ (d < ເສັ້ນຜ່າສູນກາງນາມ) ເສັ້ນຜ່າສູນກາງຂອງກ້ຽວໜຶ່ງ (< ເສັ້ນຜ່າສູນກາງເລັກນ້ອຍ) → ເສັ້ນຜ່າກາງ → ເສັ້ນຜ່າສູນກາງຂອງເສັ້ນຜ່າສູນກາງ (d < ເສັ້ນຜ່າສູນກາງນາມ)
ທັກສະການຕິດຕັ້ງ
ການຕິດຕັ້ງຂອງ workpiece ໄດ້
ເລືອກຕໍາແຫນ່ງ clamping ທີ່ເຫມາະສົມ.
ມີແຮງຍຶດພຽງພໍ.


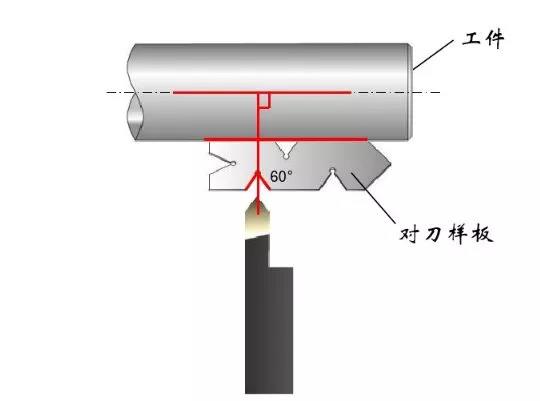
ຕິດຕັ້ງການຕິດຕັ້ງ
ຈຸດສໍາຄັນຂອງການຕິດຕັ້ງ: ເສັ້ນແບ່ງມຸມຂອງປາຍເຄື່ອງມືແມ່ນ perpendicular ກັບແກນຂອງ workpiece ໄດ້.cnc ປ່ຽນເປັນສ່ວນ
ການປັບເຄື່ອງມືເຄື່ອງຈັກ
ສໍາລັບການຫັນ thread
ປັບຄວາມໄວ spindle
ປັບລະດັບສຽງ

ແຈ້ງການ
1. ຫຼີກເວັ້ນການ "buckle Random"
[ຖ້າມີດສຸດທ້າຍບໍ່ຕົກຢູ່ໃນຮ່ອງກະທູ້ຂອງວິທີການຫັນປ່ຽນຂອງມີດໃນອະດີດ, ຊິ້ນວຽກຈະຖືກຂູດອອກ.]
ຖ້າ screw pitch ບໍ່ແມ່ນມູນຄ່າລວມຂອງ pitch workpiece, ມັນຕ້ອງໄດ້ຮັບການຫັນໂດຍການຫັນໄປຂ້າງຫນ້າແລະກັບຄືນໄປບ່ອນ.
ຕໍາແຫນ່ງທີ່ກ່ຽວຂ້ອງລະຫວ່າງ workpiece ແລະ spindle ບໍ່ສາມາດປ່ຽນແປງໄດ້.
ຖ້າເຄື່ອງມືຖືກປ່ຽນຫຼືຂັດ, ເຄື່ອງມືຄວນໄດ້ຮັບການປັບອີກເທື່ອຫນຶ່ງ.ພາກສ່ວນເຄື່ອງຈັກ cnc
2. ປ້ອງກັນການ “ແທງ”
[ການແຈກຢາຍເງິນອຸດໜູນເຄື່ອງຈັກແມ່ນບໍ່ສົມເຫດສົມຜົນ, ຫຼືການອະນຸຍາດຂອງການຫັນຫນຶ່ງແມ່ນສົມເຫດສົມຜົນກວ່າ, ເຊິ່ງເຮັດໃຫ້ສອງດ້ານຂອງ thread rough ແລະແມ້ກະທັ້ງ chipped.]
workpiece ແລະ clamping ເຄື່ອງມື
ການຈັດສັນເງິນອຸດໜູນທີ່ສົມເຫດສົມຜົນ ແລະ ການເລືອກວິທີການໃຫ້ອາຫານທີ່ເໝາະສົມ
ຖອນມີດໃຫ້ທັນເວລາ.
Anebon Metal Products Limited ສາມາດສະຫນອງເຄື່ອງຈັກ CNC, ການຫລໍ່ຕາຍ, ບໍລິການເຄື່ອງຈັກໂລຫະແຜ່ນ, ກະລຸນາຕິດຕໍ່ພວກເຮົາ.
Tel: +86-769-89802722 Email: info@anebon.com Website : www.anebon.com
ເວລາປະກາດ: 02-01-2020