
Yaygın diş açma yöntemleri
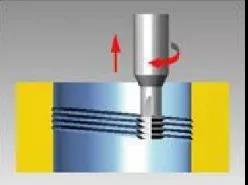

Frezeleme İpliği Tornalama İpliği
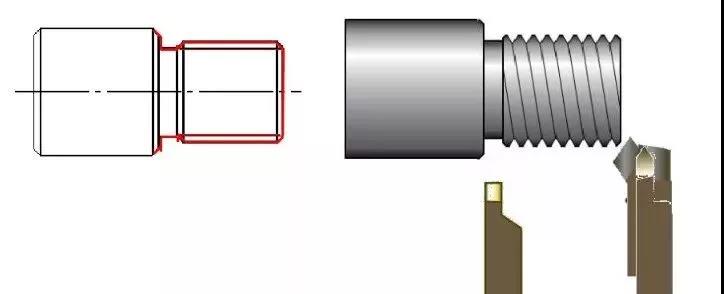
Teknolojik süreç
Tornalama uç yüzü bir döndürme dişi büyük çapı (d < nominal çap) bir döndürme alt kesimi (< diş küçük çapı) → pah kırma → döndürme dişi (çoklu kesici tornalama)
Kurulum becerileri
İş parçasının montajı
Uygun sıkıştırma konumunu seçin.
Yeterli sıkma kuvveti var.


Taksiti monte edin
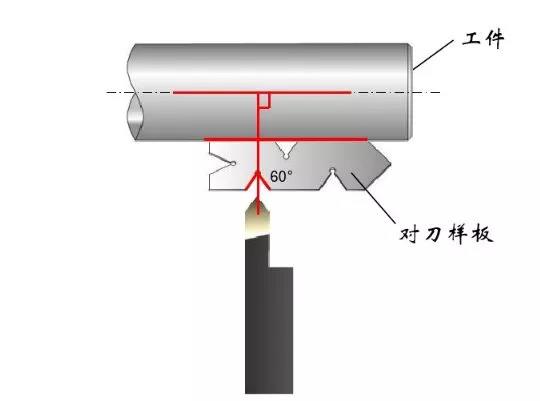
Kurulumun önemli noktaları: Takım ucunun açı bölücü çizgisi iş parçasının eksenine diktir.cnc torna parçası
Takım tezgahı ayarı
İplik tornalama için
İş mili hızını ayarlayın
Perdeyi ayarlama

Fark etme
1. "Rastgele toka"dan kaçının
[Eğer ikinci bıçak, önceki bıçağın döndürme yöntemindeki diş oluğuna düşmezse, iş parçası hurdaya çıkarılacaktır.]
Vida adımı iş parçası adımının tam değeri değilse ileri ve geri döndürülerek döndürülmelidir.
İş parçası ile iş mili arasındaki göreceli konum değiştirilemez.
Alet değiştirilirse veya taşlanırsa aletin yeniden ayarlanması gerekir.cnc işleme parçası
2. "Bıçaklamayı" önleyin
[İşleme toleransının dağılımı makul değildir veya bir dönüş toleransı daha makuldür, bu da ipliğin iki tarafının pürüzlü ve hatta yontulmuş olmasına neden olur.]
İş parçası ve takım bağlama
Ödeneğin makul tahsisi ve uygun yemleme yönteminin seçimi
Bıçağı zamanında çekin.
Anebon Metal Products Limited, CNC işleme, basınçlı döküm, sac işleme hizmetleri sağlayabilir, lütfen bizimle iletişime geçmekten çekinmeyin.
Tel: +86-769-89802722 Email: info@anebon.com Website : www.anebon.com
Gönderim zamanı: Ocak-02-2020