
Keng tarqalgan iplarni kesish usullari

Frezeleme ipi Torna ipi
Texnologik jarayon
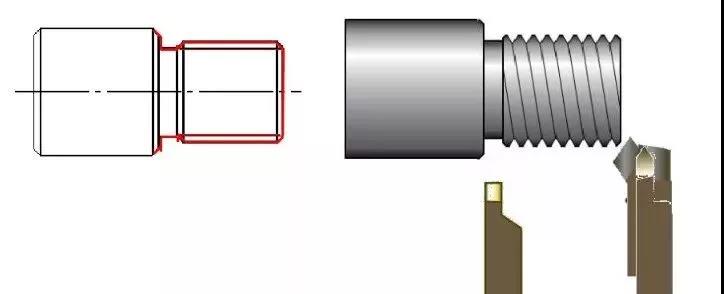
Burilish uchi bir burilish ipining asosiy diametri (d < nominal diametri) bir burilish pastki kesilishi (< ipning kichik diametri) → paxsa → burilish ipi (ko'p kesuvchi burilish)
O'rnatish qobiliyatlari
Ish qismini o'rnatish
Tegishli siqish joyini tanlang.
Yetarlicha siqish kuchi mavjud.


To'lovni o'rnating
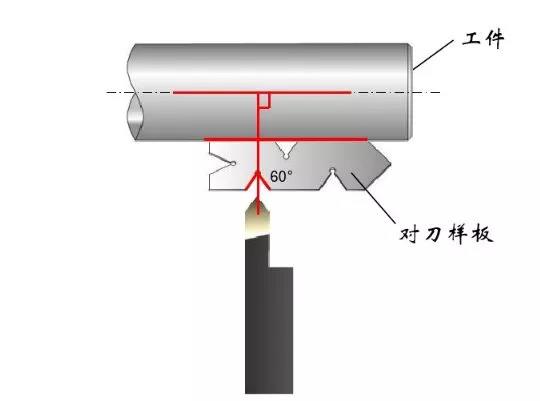
O'rnatishning asosiy nuqtalari: asbob uchining burchakni ajratish chizig'i ishlov beriladigan qismning o'qiga perpendikulyar.cnc torna qismi
Mashina asboblarini sozlash
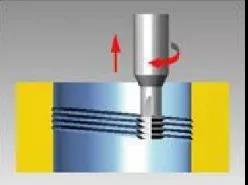
Ipni burish uchun
Shpindel tezligini sozlang
Ohangni sozlash

Eslatma
1. “Tasodifiy qisqich”dan saqlaning
[agar oxirgi pichoq oldingi pichoqning burilish usulining ip yiviga tushmasa, ishlov beriladigan qism hurda bo'ladi.]
Agar vintning qadami ishlov beriladigan qismning qadamining ajralmas qiymati bo'lmasa, uni oldinga va orqaga burish orqali burish kerak.
Ish qismi va shpindel orasidagi nisbiy pozitsiyani o'zgartirib bo'lmaydi.
Agar asbob o'zgartirilsa yoki maydalangan bo'lsa, asbobni qayta sozlash kerak.cnc ishlov berish qismi
2. "Pichqoncha urish" ning oldini olish
[mexanik ishlov berish to'lovini taqsimlash asossiz yoki bitta burilish imkoniyati yanada oqilona bo'lib, bu ipning ikki tomonini qo'pol va hatto yorilib ketadi.]
Ish qismi va asboblarni mahkamlash
Nafaqani oqilona taqsimlash va to'g'ri ovqatlanish usulini tanlash
Pichoqni o'z vaqtida tortib oling.
Anebon Metal Products Limited kompaniyasi CNC ishlov berish, quyma quyish, metall lavhalarni qayta ishlash xizmatlarini taqdim etishi mumkin, iltimos biz bilan bog'laning.
Tel: +86-769-89802722 Email: info@anebon.com Website : www.anebon.com
Yuborilgan vaqt: 02-02-2020