
A mechanika szigorú és gyakorlatias tantárgy
Ami a rajzokat illeti, nem tévedhetsz.
Ha egy helyen hiba van, akkor a tényleges alkalmazás teljesen rossz lesz.
tesztelj téged
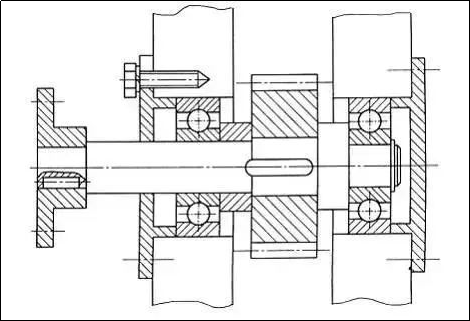
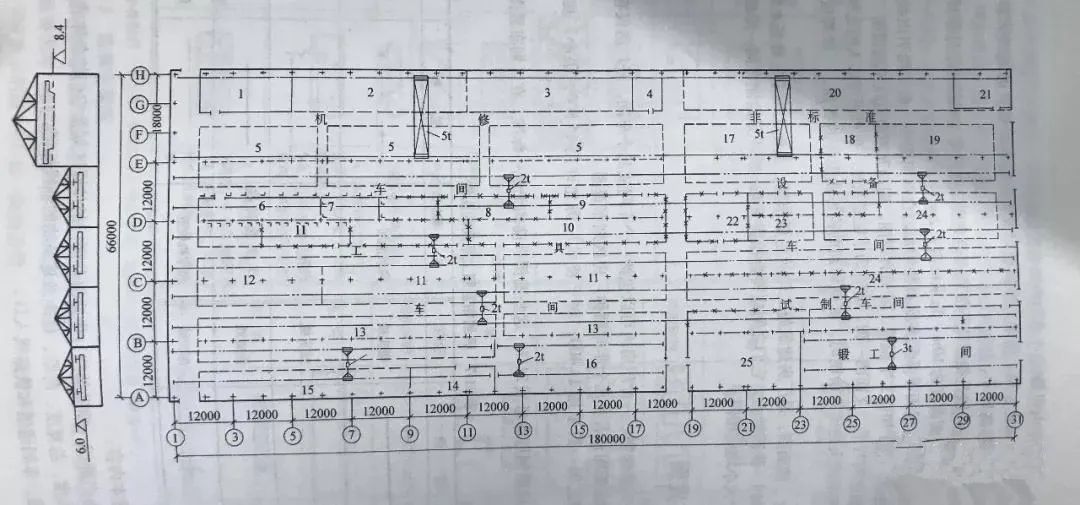
Látod a hibát ezen a diagramon?
A mechanikai rajz típusai
A mechanikai rajzoknak többféle típusa létezik: sematikus diagramok és alkatrészrajzok.BOM listák.Ha ismeri a rajz típusát, meghatározhatja, hogy mit ábrázol és mit jelent.Mennyi kifejezés van benne?
Hogyan kell olvasni a mechanikai rajzokat?
Tisztázza, milyen típusú rajzról van szó: összeállítási rajz vagy sematikus diagram.Ez lehet alkatrészrajz vagy darabjegyzék is.A különböző típusú rajzok eltérő információkkal rendelkeznek, és eltérő a hangsúly.
Mindenki ugyanazokat a nemzeti rajzszabványokat követi, annak ellenére, hogy a rajzok ugyanazok.Létrejön egy rajz, amelyet a nyilvánosság megtekinthet.Értékét veszti, ha túl bonyolult, túl sok helyen van, vagy ha mások nem értik.Tekintse meg a jobb alsó sarokban található címsort, ahol megtekintheti az objektum nevét, számát, mennyiségét, anyagát (ha van), arányát, mértékegységét és minden egyéb lényeges információt.
Példa rajzra
Határozza meg a nézet irányát.A szabványos rajzoknak általában van legalább egy.A nézet ötlete a rajzgeometria vetületeiből származik.A rajzok megértéséhez ezt a három nézet fogalmát meg kell érteni.
A tárgy alakja a vetítési elv segítségével kifejezhető, és a negyedben bárhol elhelyezhető.Általában az objektumot az első négy négyzetbe kell helyezni a vetítés eléréséhez.Ez a módszer az első szög vetítési módszere.A második, harmadik és negyedik szögű vetítési módszer is lehetséges.
Európában (például az Egyesült Királyságban és Németországban) ezt a módszert gyakran használják.A harmadik szög módszerét az Egyesült Államok, Japán és más országok használják.
Ez a nézet fő szempontja.Térbeli képzelőerőt és felhalmozást igényel.A vicc szerint ha magát a terméket nem lehet helyreállítani, akkor kínos lesz „kutat ásni és kéményt építeni”.alak.
A méretről egy gyors pillantással képet kaphat.Ha gyártó vagy, használat közben ellenőriznie kell.
Most már laikusnak tekinthető, ha elolvasta a rajzokat.Ezen a ponton megállhat, ha nem akar belemenni a részletekbe.A mechanikai rajzinformációk sokkal többet jelentenek ennél.
Mechanikai rajzok
A mechanikai rajzok (ezek a rajzok szabványos feldolgozási rajzok a termékekhez) mutatják a termék szerkezetét, anyagát, pontosságát és méreteit.Az alkatrész, gép vagy alkatrész összes tervezési adata.
A rajzok még mindig nagyon sok információt tartalmaznak, annak ellenére, hogy az anyagokat és szerkezeti elemeket már az iparba lépés előtt láttam.A gépészeti tervezési kézikönyv több ezer oldalas, mivel szinte minden mechanikai információt a rajzok tartalmaznak.Minden dimenzió és kifejezés fontossági szintet kap, és mindegyik nagyon sok alapvető tudást képvisel.Az Ön által felfogható információ mennyisége az Ön személyes felhalmozódásától függ.
Pontosság a termékrajzokon
A mechanikai méretek, mint például a henger átmérője, többet jelentenek puszta mérésnél.Nem számít, hogy a méret vagy a tűrés van jelölve (+-0,XX).Ezt jelenti a mechanikai (méretpontosság).Mindig jó ötlet rendelkezni vele.
A gyártott mechanikai alkatrészek nagy mennyisége miatt fontos, hogy a méreteket egy tartományon belül szabályozzák.Az alkatrészeknek geometriai tűrései is vannak, amelyek attól függetlenül léteznek, hogy meg vannak-e jelölve vagy sem.A nemzeti szabványok jelöletlen pontosságot (tűrést) írnak elő, és egyes rajzi követelmények kimondják, hogy a pontosság elengedhetetlen a mechanikai alkatrészekhez.Ez bizonyos felhalmozódást igényel.Adja hozzá a QQ1624392196-ot, ha el akarja kerülni a status quót, és el akarja tanulni az UG CNC programozást.
A rajzokon a termék elkészítésének folyamata látható
A folyamat egyszerűen a gyártás vagy az összeszerelés módjamegmunkáló rész.Előfordulhat, hogy a mechanikai rajzok közvetlenül nem adnak információt a gyártási folyamatról, de az alapvető folyamatot mégis tartalmazzák.Ha egy alkatrészt nem lehet feldolgozni, akkor hiába tervezzük.A tervező biztosan gondolta, hogyan dolgozza fel az alkatrészt, és ez a rajzokon is meg fog jelenni.
A termék felületi érdessége a rajz szerint
A felület érdessége meghatározza a felhasználást és korlátozza a feldolgozási követelményeket.Különböző feldolgozási módszerekkel különböző érdesség érhető el;például egy elem méret- és helyzettűrése vagy alakja.
Termékek hőkezelése
A hőkezelés szükséges a feldolgozás lehetővé tételéhez és annak biztosításához, hogy a teljesítmény megfeleljen a felhasználói követelményeknek.A hőkezelés a kiválasztott anyagokhoz és a feldolgozási technológiához is kapcsolódik.
Termék felületkezelése
A felületkezelést általában a műszaki követelményekben említik.Ennek is van némi kapcsolata az anyaggal.
42 Alapvető gépészeti rajztudás
1. A papírformátumok méretük alapján öt típusba sorolhatók.A rajzformátum kódjai közé tartozik az A0, A1, A2, A3 és A4.A keret jobb alsó sarkában egy címsornak kell megjelennie.A címsor szövegét a kép megtekintési irányához kell igazítani.
2. Nyolcféle grafikonvonal áll rendelkezésre: vastag folytonos vonal (vastag folytonos vonal), vékony folytonos vonal (vékony folytonos vonal), hullámos vonal (kettős vonallánc), szaggatott vonal (vékony pont-kötőjel), vastag pontvonal és dupla vonal gondolatjel.
3. A géprészeken látható kontúrok vastag, folytonos vonalakkal rendelkeznek.A láthatatlan kontúrokat azonban pontozott vonalak segítségével rajzolják meg.A méretvonalak és méretvonalak is folytonos vonalakat használnak.A szimmetria középpontja és tengelye pedig vékony pontokkal van megrajzolva..A vastag szilárd, szaggatott és vékony vonalak vastagsága körülbelül 1/3-a a vékony szilárd anyag vastagságának.
4. A kép mérete és a grafika mérete közötti arányt aránynak nevezzük.
5. Az 1:2 arány az, ha a fizikai méret kétszerese a grafikus méretnek.Ezt csökkentésnek hívják.
6. A 2:1 arány a méret nagyítása.
7. Mindig az eredetileg rajzolt érték arányával kell rajzolni.Ha szükséges, használhat nagyítási/kicsinyítési arányt.Például az 1:2 arány kicsinyítés, a 2:1 arány pedig nagyítás.A rajzon fel kell tüntetni a gépalkatrészek tényleges méreteit, függetlenül attól, hogy milyen léptéket használ.
8. A kínai karaktereket, számokat és betűket tiszta betűtípussal, tiszta vonásokkal és egyenletesen elosztva kell írni.A kínai karaktereket a Long Song stílusban kell írni.
9. A méretezés három összetevőből áll: méretvonalak, mérethatárok és méretszámok.
10. Méretezésnél R a kör sugara;f a kör átmérője;és Sf a golyó átmérője.
11. A rajzon látható méretek megfelelnek az alkatrész méreteinek.Ha a méretek milliméterben vannak megadva, akkor nincs szükség kódra vagy névre.
12. A szabványos vízszintes méret elején lévő szám irányának felfelé kell lennie;függőleges méreteknél meg kell hagyni.A szögméreteket mindig vízszintesen írjuk.Ha egy rajzvonal keresztez egy számot, meg kell törni.
13. A lejtő a ferde és vízszintes vonal közötti dőlésszög, amely szimbólummal ábrázolható.A szimbólum dőlésszögének meg kell egyeznie a lejtő dőlésszögével a jelöléskor.A megjelölt kúpos irányok következetesek.
14. A kúp lejtését az „1” és „1:5” szimbólum jelzi.
15. A síkgrafikában a vonalszakaszok három típusba sorolhatók: ismert szakasz, köztes szakasz és összekötő szakasz.A vonalszakaszok rajzolásának sorrendje legyen ismert vonalszakaszok, majd a közbenső szakaszok, majd az összekötő szakaszok.
16. Ismert szakasznak nevezzük azt a vonalszakaszt, amelynek fix hosszúsága és helymeghatározási mérete ismert.A közbenső vonalszakasz olyan szakasz, amelynek mérete rögzített, de a pozicionálási mérete nem teljes.
17. A vetítési tervet, ahol a bal oldali nézet megjelenik, oldalvetítésnek nevezik, más néven oldalnak is nevezik, és a W jelképezi.
18. A három nézetű vetítés szabálya az, hogy a főnézetnek, a felülnézetnek és a bal nézetnek azonos méretűnek kell lennie.
19. Egy alkatrész méreteit három különböző irányban mérik: magasságban, szélességben és hosszúságban.A felülnézet csak az alkatrész szélességét és hosszát mutatja, míg az elölnézet csak a hosszát és magasságát.
20. Egy rész hat iránya: bal, jobb (elöl és hátul), fel, le (bal) és előre.A főnézetben csak a bal, jobb, fel és le irányok tükrözhetők.A felülnézetben csak a bal, jobb, első és hátsó irány tükrözhető.Bal tájolás: A bal oldali nézetben csak az alkatrész elülső, hátsó, felső és alsó tájolása tükröződik.
21. A három alapnézet a főnézet, a felső és a bal oldali nézet.
22. Az alapnézeten kívül három másik nézet létezik: jobb oldali nézet, alulnézet és hátulnézet.
23. A keresztmetszeti nézetek a vágási terület nagyságától függően három különböző típusba sorolhatók: teljes keresztmetszeti, félkeresztmetszeti és részkeresztmetszetűek.
24. A metszetrajzok öt különböző vágástípusba sorolhatók: teljes metszet, félmetszet, részmetszet (lépcsőszelvény) és kombinált metszet.
25. A metszeti nézetek feliratozása három részből áll: 1. A vágási sík helyzetét jelző szimbólum (metszeti vonalak), mindkét végén betűkkel.2. A vetítés irányát jelző nyíl.3. Az „x —-x” szavak.
26. Hagyja figyelmen kívül az összes keresztmetszeti címkét, mivel ezek azt jelzik, hogy a vágási síkot átvágták a géprész szimmetriáján.
27. A metszetrajzok segítségével bemutatható egy alkatrész belső alakja.A szakaszok tömör és üreges részekre vannak osztva.
28. Az egybeeső és az eltávolított szakaszok közötti különbség az, hogy az egybeesés a nézet körvonalán belülre rajzolt részt, míg az eltávolított metszet kívülre rajzolt részt jelent.
29. A rajz grafikája csak az alkatrész szerkezeti alakját képes kifejezni.A rajzon szereplő méreteket kell használni a tényleges méret meghatározásáhozcnc megmunkálású alkatrész.
30. Méretalap a méretekkel jelölt számok elnevezése.A gépalkatrészek hosszának, szélességének és magasságának minden dimenziójában van legalább egy méretalap.
31. Öt elem alkotja a menetet: menetprofil, átmérő (emelkedés), ólom (menetek száma) és forgásirány.
32. A külső és a belső borda csak akkor csavarozható egymásba, ha mindkét borda átmérője, menetemelkedése és menetszáma megegyezik.
33. A szabványos menetek olyan menetek, amelyek profilja megfelel a nemzeti szabványoknak, de nincs átmérőjük vagy menetemelkedésük.A nem szabványos menetek olyan menetek, amelyek profilja nem felel meg a nemzeti szabványnak.A menetek olyan menetek, amelyek profilja megfelel a nemzeti szabványoknak, de nem felelnek meg az átmérőre és a menetemelkedésre vonatkozó nemzeti szabványnak.Különleges szál.
34. A külső menetek megrajzolására előírt módszer a következő: a nagy méretet ______, a mollot _d1_, a végződést pedig vastag, folytonos vonallal ábrázoljuk.
35. Egy belső menet fő átmérője a keresztmetszeti nézetben _D__________.A kisebb átmérőt _D1___, a végvonalat pedig vastag, folytonos vonal jelzi.Vastag folytonos vonalakat használnak a láthatatlan menetes furatok fő átmérőjének, valamint kisebb átmérőjüknek és végvonalának ábrázolására.
36. A csavarkötések, a csapos csatlakozók és a csavaros csatlakozók mind gyakori menetes csatlakozások.
37. A leggyakrabban használt kulcsok közé tartoznak a lapos kulcsok és a félkör alakú, a horgos ék, a horgos és a horogék kulcsok.
38. A fogaskerék irányának megfelelően a hengeres fogaskerekeket homlokkerekekre (más néven spirális fogaskerekekre), halszálkás fogaskerekekre (más néven spirális fogaskerekekre) és halszálkás fogaskerekekre osztják.
39. A fogaskerék-rész megrajzolásának javasolt módja a következő: a fog felső körét vastag, folytonos vonallal húzzuk meg.Az indexkör finom, pontozott vonalat használ.A metszetnézetben a gyökérkör vastag, folytonos vonallal jelenik meg.
40. Ha az érdesség a legtöbb felületen hasonló, akkor az érdesség kódját a jobb felső sarokban kell elhelyezni, majd a maradék két szót.
41. A teljes összeszerelési rajznak négy részből kell állnia: egy készletnézetből, 2 szükséges méretből, 3 műszaki követelményből és 4 egy oszlopból alkatrészszámokkal és részletekkel.
42. Az összeállítási rajzon szereplő méretek 1 specifikációs méretet 2 összeszerelési méreteket 3 beépítési méreteket 4 teljes méreteket 5 egyéb méreteket tartalmaznak.
Az Anebon kiváló szívósságot biztosít a kiváló és előrehaladás, az értékesítés, a bruttó értékesítés, valamint az OEM/ODM gyártó precíziós vas rozsdamentes acél promóciója és működése terén.A gyártóegység megalakulása óta az Anebon elkötelezett az új termékek fejlesztése mellett.A társadalmi és gazdasági ütem mellett továbbra is továbbvisszük a „kiváló kiváló, hatékonyság, innováció, integritás” szellemiségét, és megmaradunk a „hitel kezdetben, ügyfél 1., jó minőség kiváló” működési elv mellett.Az Anebon előreláthatólag kiváló hajtermelést fog produkálni társaival.
OEM/ODM gyártó kínai öntés és acélöntés, a tervezés, a feldolgozás, a beszerzés, az ellenőrzés, a tárolás, az összeszerelés tudományos és hatékony dokumentálási folyamatban zajlik, mélyen növelve márkánk felhasználási szintjét és megbízhatóságát, aminek köszönhetően az Anebon kiváló beszállítójává válik. négy fő termékkategória, mint plCNC megmunkálás, CNC maró alkatrészek,CNC esztergálásés fémöntvények.
Ha többet szeretne tudni, és termékkel kapcsolatos kérdése van, forduljon bizalommalinfo@anebon.com
Feladás időpontja: 2023. december 27