
Степенот на изведба на завртките што се користат за поврзување на челична конструкција е 3,6, 4,6, 4,8, 5,6, 6,8, 8,8, 9,8, 10,9, 12,9 и така натаму. Завртките од одделение 8.8 и погоре се направени од челик со низок јаглероден легиран или средно јаглероден челик и термички обработени (гасени, калени), кои генерално се нарекуваат завртки со висока јачина, а останатите обично се нарекуваат обични завртки.Високопрецизниот конец е клучот за изработкависококвалитетни CNC делови за обработка.

Етикетата за квалитет на изведба на завртките е составена од два дела, кои соодветно ја претставуваат вредноста на номиналната цврстина на истегнување и односот на свиткување на материјалот за завртките. Како што се:
За завртките од класата на изведба 4.6, значењето е:
Номиналната цврстина на истегнување на материјалот за завртки е до 400 MPa;
Односот на јачината на материјалот за завртки е 0,6;
Номиналната јачина на отпуштање на материјалот за завртки е 400×0,6=240MPa.
Завртката со висока јачина 10,9, нејзиниот материјал по термичка обработка, може да достигне:
Номиналната цврстина на истегнување на материјалот за завртки достигнува 1000 MPa;
Односот на јачината на материјалот за завртки е 0,9;
Номиналната јачина на попуштање на материјалот за завртки е 1000×0,9=900MPa.
Значењето на степенот на изведба на завртките е меѓународен стандард. Завртките со иста оценка за изведба, без оглед на разликата помеѓу нивните материјали и потекло, имаат исти перформанси, а во дизајнот може да се избере само степенот на изведба.
Оценките на јачина 8,8 и 10,9 се однесуваат на оценките за отпорност на напрегање на смолкнување на завртките 8,8GPa и 10,9GPa
8,8 Номинална цврстина на истегнување 800N/MM2 номинална јачина на попуштање 640N/MM2
Општо земено, „x. Y“ се користи за означување на јачината на завртката, X*100= цврстина на истегнување на завртката, X*100* (Y/10) = јачина на отпуштање на завртката (бидејќи според етикетата: цврстина на истегнување/затегнување јачина =Y/10)
Како што е 4,8, цврстината на истегнување на завртката е: 400MPa; Јачината на попуштање е 400*8/10=320MPa.
Дополнително: завртките од нерѓосувачки челик обично се означени како A4-70, A2-70, што значи друго толкување.
За мерење на
Мерната единица за должина во светот денес има два главни типа, еден за метричкиот систем, мерната единица е метар (m), сантиметри (cm), милиметри (mm) итн., во Европа, Кина и Јапонија и други југоисточни Употребата во Азија е повеќе, друга е англискиот, мерната единица е главно за инчи (инчи), што е еквивалентно на стариот град „кај нашата земја, широко се користи во САД, Британија и други европски и американски земји.
Метричко мерење: (основа 10) 1m =100 cm=1000 mm
Царски систем: (основа 8) 1 инч = 8 минути 1 инч = 25,4 mm 3/8 x 25,4 = 9,52
Производите под 1/4 го користат бројот на ознаката за да ја претстават големината на нивната адреса, како што се: 4#, 5#, 6#, 7#, 8#, 10#, 12#
Навојот на завртката
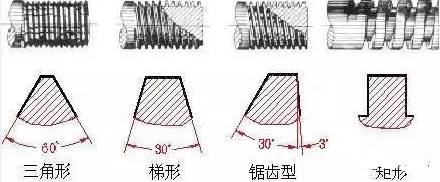
Конец е облик со униформни спирални линии на делот од надворешната или внатрешната површина на цврстото тело. Според неговите структурни карактеристики и употреба може да се подели во три категории:
Заедничка нишка: триаголен облик на заб, кој се користи за спојување или прицврстување на делови. Вообичаената нишка е поделена на два вида крупна нишка и фина нишка според чекорот, а фината нишка има поголема цврстина на поврзување.
Конец за пренос: форма на заб трапез, правоаголник, пила и триаголник итн.
Навој за заптивка: Се користи за поврзување на заптивки, главно конец за цевки, конусен конец и конец за конусна цевка.
Класификација според формата:
Одделение за вклопување на конец
Високопрецизните нишки се составен дел од изработкатависококвалитетни делови за CNC обработка.
Прилагодувањето е количината на олабавување или затегнатост помеѓу навоите на завртките, а степенот на вклопување е специфицираната комбинација на отстапувања и толеранции што делуваат на внатрешните и надворешните навои.
1. За униформа инчи конец, постојат три оценки за надворешна нишка: 1A, 2A и 3A, и три степени за внатрешна нишка: 1B, 2B и 3B, од кои сите се вклопуваат во јазот. Колку е поголем бројот на рангирањето, толку е поцврсто вклопувањето. Во инчни THREADS, отстапувањето е наведено само за оценките 1A и 2A, отстапувањето за степенот 3A е нула, а отстапувањето на степенот за одделение 1A и 2A е еднакво. Колку е поголем бројот на оценки, толку е помала толеранцијата.
Класа 1A и 1B, многу лабави степени на толеранција, погодни за толерантно вклопување на внатрешни и надворешни навои.
Класите 2А и 2Б се најчестите класи на толеранција на навој пропишани за британската серија на механички сврзувачки елементи.
Класа 3A и 3B, завртка за да се формира најцврстото вклопување, погодно за сврзувачки елементи со тесни толеранции, за критичен дизајн за безбедност.
За надворешните навои, КЛАСАТА 1А и 2А имаат соодветна толеранција, КЛАСАТА 3А не. Толеранцијата од класа 1А е 50% поголема од толеранцијата од класа 2А, 75% поголема од толеранцијата од класа 3А, за внатрешни нишки, толеранцијата од класа 2B е 30% поголема од толеранцијата 2А. Класата 1Б е 50% поголема од класата 2Б и 75% поголема од класата 3Б.
2. Метричка нишка, надворешната нишка има три степени на конец: 4h, 6h и 6g, внатрешната нишка има три степени на конец: 5H, 6H, 7H. (Оценките на прецизност на дневната нишка се I, II, III и обично II.) Во метричката нишка, основното отстапување на H и h е нула. Основното отстапување на G е позитивно, а основното отстапување на E, F и G е негативно.
H е заедничката положба на зоната на толеранција на внатрешната нишка, која обично не се користи како површинска обвивка или со многу тенок фосфатен слој. Основното отстапување на положбата G за посебни прилики, како што е подебелиот слој, обично ретко се користи.
g најчесто се користи за обложување на тенок премаз од 6-9 м, ако барањата за цртање на производот се завртки од 6 часа, конецот на завртката пред позлата прифаќа лента за толеранција од 6 g.
Најдобрата комбинација на фитирање на конец H/g, H/h или G/h, за завртки, навртки и други рафинирани навои за прицврстување, стандардното препорачано вклопување од 6H/6g.
3. Обележување на конец
Главните геометриски параметри на самоприслушување и самодупчење навои
1. Голем дијаметар/надворешен дијаметар (d1): дијаметар на имагинарен цилиндар со преклопени коронки со навој. Дијаметарот на конецот во основа го претставува номиналниот дијаметар на големината на конецот.
2. Дијаметар на пешачка патека/долу (d2): дијаметар на имагинарен цилиндар каде што дното на конецот се преклопува.
3. Растојание на забите (p): се однесува на аксијалното растојание помеѓу две соодветни точки на соседните заби на средната линија. Во царскиот систем, растојанието помеѓу забите е означено со бројот на заби по инч (25,4 мм).
Следниве ги наведуваат вообичаените спецификации за забно растојание (метрички) Број на заби (инч)
1) Метричко самоприслушување:
Спецификации: ST 1.5, S T1.9, S T2.2, S T2.6, S T2.9, S T3.3, S T3.5, S T3.9, S T4.2, S T4.8, S T5.5, S T6.3, S T8.0, S T9.5
Растојание на забите: 0,5, 0,6, 0,8, 0,9, 1,1, 1,3, 1,3, 1,3, 1,4, 1,6, 1,8, 1,8, 2,1, 2,1
2) Британски самоприслушувачки заби:
Спецификации: 4#, 5#, 6#, 7#, 8#, 10#, 12#, 14#
Број на заби: AB заби 24, 20, 20, 19, 18, 16, 14, 14
Заб А 24, 20, 18, 16, 15, 12, 11, 10
Време на објавување: Октомври-08-2022 година