
1. Истифодаи калибрҳо
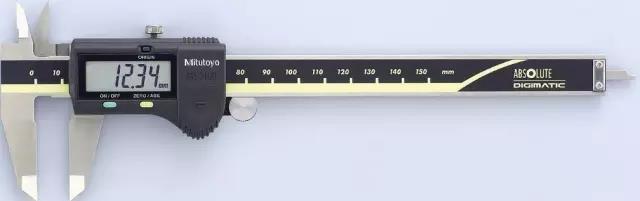
Калипер метавонад диаметри дарунӣ, диаметри берунӣ, дарозӣ, паҳнӣ, ғафсӣ, фарқияти қадамҳо, баландӣ ва умқи объектро чен кунад;калипер асбоби аз хама бештар истифодашаванда ва кулайтарин асбоби ченкунй ва дар участкаи коркард бештар истифодашаванда мебошад.
Калипери рақамӣ: Ҳаҷми 0,01 мм, барои андозагирии андоза бо таҳаммулпазирии хурд (дақиқии баланд) истифода мешавад.
Корти ҷадвал: ҳалли 0,02 мм, барои андозагирии андозаи анъанавӣ истифода мешавад.

Калипери Вернер: ҳалли 0,02 мм, барои андозагирии ноҳамвор истифода мешавад.

Пеш аз истифода бурдани калипер, хок ва лойро бо коғази сафеди тоза тоза кунед (барои гирифтани коғази сафед аз сатҳи берунии калипер истифода баред ва сипас онро ба таври табиӣ кашед, 2-3 маротиба такрор кунед)
Дар вакти ченкунй бо штангенциркуль сатхи ченкунии штангенциркуль бояд ба сатхи ченкунии предмети ченшаванда ба кадри имкон параллел ё перпендикуляр бошад;
Ҳангоми истифодаи ченкунии амиқ, агар ашёи ченшуда кунҷи R дошта бошад, бояд аз кунҷи R канорагирӣ кард, вале ба кунҷи R наздик бошад ва ченаки амиқ бояд то ҳадди имкон амудӣ бошад;
Вақте ки штангенциркуль силиндрро чен мекунад, он бояд гардиш карда шавад ва арзиши максималӣ дар қисмҳо чен карда мешавад;қисми коркарди cnc
Аз сабаби басомади баланди истифодаи калибрҳо, кори нигоҳдорӣ бояд беҳтарин бошад.Пас аз ҳар рӯзи истифода, онро пок карда, дар қуттӣ ҷойгир кардан лозим аст.Пеш аз истифода, блок лозим аст, ки дурустии калибрро тафтиш кунад.
2. Истифодаи микрометр

Пеш аз истифода бурдани микрометр чанг ва лойро бо коғази сафеди тоза тоза кунед (бо микрометр сатҳи тамос ва сатҳи винтро чен кунед ва коғази сафед часпида бошад ва сипас онро ба таври табиӣ кашед, 2-3 маротиба такрор кунед), сипас печонед. тугма барои чен кардани тамос Вақте ки сатҳ бо сатҳи винт зуд дар тамос аст, танзими дақиқ истифода мешавад ва вақте ки ду сатҳ комилан дар тамос ҳастанд, барои ченкунӣ танзими сифр анҷом дода мешавад.қисми коркардшуда
Ҳангоми бо микрометр чен кардани аппаратура, тугмаро ҳаракат кунед ва вақте ки он ба қисмҳои корӣ пайваст мешавад, тугмаи танзимкуниро истифода баред, ки се кликро мешунаед, бас кунед, маълумотро аз дисплей ё шкала хонед.
Ҳангоми ченкунии маҳсулоти пластикӣ, сатҳи тамоси ченкунӣ ва винт ба маҳсулот каме ламс мекунад.
Ҳангоми бо микрометр чен кардани диаметри ваҳҳо камаш ду самтро чен кунед ва микрометрро дар ченаки максималӣ дар қисмҳо чен кунед.Ду сатҳи тамос бояд ҳамеша тоза нигоҳ дошта шаванд, то хатогиҳои андозагириро кам кунанд.
3. Татбиқи ченаки баландӣ
Андозаи баландӣ асосан барои чен кардани баландӣ, амиқӣ, ҳамворӣ, амудӣ, консентрисӣ, коаксиалӣ, ларзиши рӯи замин, ларзиши дандон, амиқ ва баландӣ истифода мешавад.Ҳангоми ченкунӣ, аввал зонд ва қисмҳои пайвасткуниро барои сустӣ тафтиш кунед.

4. Асбоби ченкунии дақиқ: элементи дуюмдараҷа
Элементи дуюм асбоби ченкунии бетамос мебошад, ки кори баланд ва дакики баланд дорад.Элементи ҳискунандаи асбоби ченкунӣ бо сатҳи қисми ченшаванда бевосита дар тамос нест, бинобар ин қувваи механикии ченкунӣ вуҷуд надорад;элементи дуюм тасвири гирифташударо ба воситаи хати маълумот ба корти ба даст овардани маълумотҳои компютер тавассути усули проексия интиқол медиҳад.Тасвири дар монитор компютер тавассути нармафзор;унсурҳои гуногуни геометрӣ (нуқтаҳо, хатҳо, доираҳо, камонҳо, эллипсҳо, росткунҷаҳо), масофаҳо, кунҷҳо, буришҳо, таҳаммулпазирии геометрӣ (даврӣ, ростӣ, параллелизм, амудӣ) Дараҷа, майл, мавқеъ, консентрисӣ, симметрия) ва баромади CAD барои контур Расми 2D.На танҳо контури қисмҳои коркардро мушоҳида кардан мумкин аст, балки шакли рӯи қисмати коркарди ношаффофро низ чен кардан мумкин аст.CNC

5. Асбобхои дакики ченкунй: сечанд
Хусусиятҳои элементи сеченака дақиқии баланд (то сатҳи мкм);универсалӣ (метавонад асбобҳои гуногуни ченкунии дарозиро иваз кунад);метавонад барои чен кардани унсурҳои геометрӣ истифода шавад (ба ғайр аз элементҳое, ки тавассути элементи дуюм чен карда мешаванд, он инчунин метавонад силиндрҳо ва конусҳоро чен кунад) , Таҳаммулпазирии шакл ва мавқеъ (ба ғайр аз таҳаммулпазирии шакл ва мавқеъ, ки тавассути он чен карда мешавад) элементи дуюм, аз он чумла силиндрй, хамворй, профили хат, профили сатхи, коаксиалй), сатхи мураккаб, то даме ки зондхои сеченака Дар он чое, ки ба он ламс кардан мумкин аст, андозаи геометрии он, мавкеи мутакобила, профили сатхи онро чен кардан мумкин аст;ва коркарди маълумот тавассути компютер анҷом дода мешавад;бо дақиқии баланд, чандирии баланд ва қобилиятҳои рақамии аъло он қисми муҳими коркарди қолаби муосир ва истеҳсол ва кафолати сифат Воситаҳо, воситаҳои муассир гардид.

We are a reliable supplier and professional in CNC service. If you need our assistance please contact me at info@anebon.com.
Anebon Metal Products Limited метавонад коркарди CNC, рехтагарӣ, хидматрасонии коркарди металлро пешниҳод кунад, лутфан бо мо дар тамос шавед.
Tel: +86-769-89802722 Email: info@anebon.com Website : www.anebon.com
Вақти фиристодан: апрел-13-2020