
1. Satulan käyttö
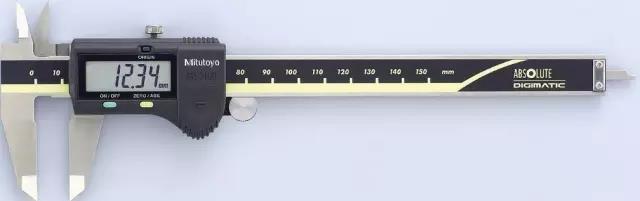
Työsatula voi mitata kohteen sisähalkaisijan, ulkohalkaisijan, pituuden, leveyden, paksuuden, askeleron, korkeuden ja syvyyden;jarrusatula on yleisimmin käytetty ja kätevin mittaustyökalu ja eniten käytetty mittaustyökalu käsittelypaikalla.
Digitaalinen paksuus: Resoluutio 0,01 mm, käytetään koon mittaamiseen pienellä toleranssilla (korkea tarkkuus).
Pöytäkortti: resoluutio 0,02 mm, käytetään tavanomaiseen kokomittaukseen.

Vernier-satula: 0,02 mm:n resoluutio, käytetään rouhintamittaukseen.

Ennen kuin käytät jarrusatulaa, poista pöly ja lika puhtaalla valkoisella paperilla (käytä jarrusatulan ulkopintaa kiinnittääksesi valkoisen paperin ja vedä se sitten luonnollisesti ulos, toista 2-3 kertaa)
Satulan mittauspinnan tulee olla mahdollisimman yhdensuuntainen tai kohtisuorassa mitattavan kohteen mittauspinnan kanssa;
Käytettäessä syvyysmittausta, jos mitatulla kohteella on R-kulma, on vältettävä R-kulmaa, mutta lähellä R-kulmaa, ja syvyysviivaimen tulee olla mahdollisimman pystysuora mitattuun korkeuteen nähden;
Kun jarrusatula mittaa sylinterin, sitä on käännettävä ja maksimiarvo mitataan osissa;cnc-työstöosa
Satulan tiheyden vuoksi huoltotyön tulee olla parasta.Jokaisen käyttöpäivän jälkeen se on pyyhittävä puhtaaksi ja asetettava laatikkoon.Ennen käyttöä tarvitaan lohko jarrusatulan tarkkuuden tarkistamiseksi.
2. Mikrometrin käyttö

Ennen kuin käytät mikrometriä, poista pöly ja lika puhtaalla valkoisella paperilla (mittaa mikrometrillä kosketuspinta ja ruuvin pinta ja valkoinen paperi on juuttunut ja vedä se sitten luonnollisesti ulos, toista 2-3 kertaa), kierrä sitten kosketuksen mittausnuppi Kun pinta on nopeassa kosketuksessa ruuvin pintaan, käytetään hienosäätöä ja kun kaksi pintaa ovat täysin kosketuksissa, voidaan suorittaa nollasäätö mittaamiseen.koneistettu osa
Kun mittaat laitteistoa mikrometrillä, liikuta nuppia ja kun se koskettaa työkappaletta, ruuvaa kiinni hienosäätönuppia. Kun kuulet kolme napsahdusta, pysähdy, lue tiedot näytöltä tai asteikosta.
Muovituotteita mitattaessa mittauspinta ja ruuvi koskettavat kevyesti tuotetta.
Kun mittaat akselien halkaisijaa mikrometrillä, mittaa vähintään kahteen suuntaan ja mittaa mikrometri maksimimittauksessa osissa.Molemmat kosketuspinnat tulee pitää aina puhtaina mittausvirheiden vähentämiseksi.
3. Korkeusviivaimen käyttö
Korkeusmittaria käytetään pääasiassa korkeuden, syvyyden, tasaisuuden, pystysuoran, samankeskisyyden, koaksiaalisuuden, pintavärähtelyn, hampaiden värähtelyn, syvyyden ja korkeuden mittaamiseen.Tarkista mittauksen aikana ensin mittapään ja liitososien löysyys.

4. Tarkkuusmittauslaite: toissijainen elementti
Toinen elementti on kosketukseton mittauslaite, jolla on korkea suorituskyky ja suuri tarkkuus.Mittauslaitteen anturielementti ei ole suorassa kosketuksessa mitattavan osan pintaan, joten mekaanista mittausvoimaa ei ole;toinen elementti välittää kaapatun kuvan datalinjan kautta tietokoneen tiedonkeruukortille projisointimenetelmällä.Ohjelmiston kuvantaminen tietokoneen näytölle;erilaisia geometrisia elementtejä (pisteet, viivat, ympyrät, kaaret, ellipsit, suorakulmiot), etäisyydet, kulmat, leikkauspisteet, geometriset toleranssit (pyöreys, suoruus, yhdensuuntaisuus, pystysuora) Aste, kaltevuus, sijainti, samankeskisyys, symmetria ja CAD-tulostus ääriviivalle 2D piirustus.Työkappaleen ääriviivan lisäksi voidaan mitata myös läpinäkymättömän työkappaleen pinnan muoto.CNC

5. Tarkkuusmittauslaitteet: kolmiulotteiset
Kolmiulotteisen elementin ominaisuudet ovat erittäin tarkkoja (jopa μm tasolle);yleisyys (voi korvata erilaisia pituuden mittauslaitteita);voidaan käyttää geometristen elementtien mittaamiseen (toisella elementillä mitattavien elementtien lisäksi voidaan mitata myös sylintereitä ja kartioita) , muoto- ja sijaintitoleranssi (paitsi muodon ja aseman toleranssin, joka voidaan mitata toinen elementti, mukaan lukien lieriömäisyys, tasaisuus, viivaprofiili, pintaprofiili, koaksiaalisuus), monimutkainen pinta, niin kauan kuin kolmiulotteinen mittapää Jos sitä voidaan koskettaa, sen geometrinen koko, keskinäinen sijainti ja pintaprofiili voidaan mitata;ja tietojenkäsittely suoritetaan tietokoneen avulla;Sen korkean tarkkuuden, suuren joustavuuden ja erinomaisten digitaalisten ominaisuuksien ansiosta siitä on tullut tärkeä osa nykyaikaista muotinkäsittelyä ja valmistusta sekä laadunvarmistusvälineitä, tehokkaita työkaluja.

We are a reliable supplier and professional in CNC service. If you need our assistance please contact me at info@anebon.com.
Anebon Metal Products Limited voi tarjota CNC-työstö-, painevalu- ja levymetallin työstöpalveluita, ota rohkeasti yhteyttä.
Tel: +86-769-89802722 Email: info@anebon.com Website : www.anebon.com
Postitusaika: 13.4.2020