
అనెబాన్ ద్వారా మెకానికల్ నాలెడ్జ్ యొక్క నిర్వచనం
మెకానికల్ నాలెడ్జ్ అనేది వివిధ మెకానిక్స్ భావనలు, సూత్రాలు మరియు అభ్యాసాలను అర్థం చేసుకోవడం మరియు వర్తింపజేయడం.మెకానికల్ పరిజ్ఞానంలో యంత్రాలు, యంత్రాంగాలు మరియు మెటీరియల్స్ అలాగే సాధనాలు మరియు ప్రక్రియల అవగాహన ఉంటుంది.ఇందులో శక్తి మరియు చలనం, శక్తి మరియు గేర్లు మరియు పుల్లీల వ్యవస్థలు వంటి యాంత్రిక సూత్రాల పరిజ్ఞానం ఉంటుంది.మెకానికల్ ఇంజనీరింగ్ పరిజ్ఞానంలో డిజైన్, మెయింటెనెన్స్ మరియు ట్రబుల్షూటింగ్ టెక్నిక్లు, అలాగే మెకానికల్ ఇంజనీరింగ్ సూత్రాలు ఉంటాయి.మెకానికల్ సిస్టమ్లతో పనిచేసే అనేక వృత్తులు మరియు పరిశ్రమలకు యాంత్రిక పరిజ్ఞానం ముఖ్యమైనది.వీటిలో ఇంజనీరింగ్, తయారీ మరియు నిర్మాణం ఉన్నాయి.
1. యాంత్రిక భాగాల వైఫల్యం యొక్క రీతులు ఏమిటి?
(1) మొత్తం విచ్ఛిన్నం
(2) అధిక శాశ్వత వక్రీకరణ
(3) పార్ట్ ఉపరితల బలహీనత
(4) సాధారణ ఆపరేటింగ్ పరిస్థితుల అంతరాయం కారణంగా పనిచేయకపోవడం
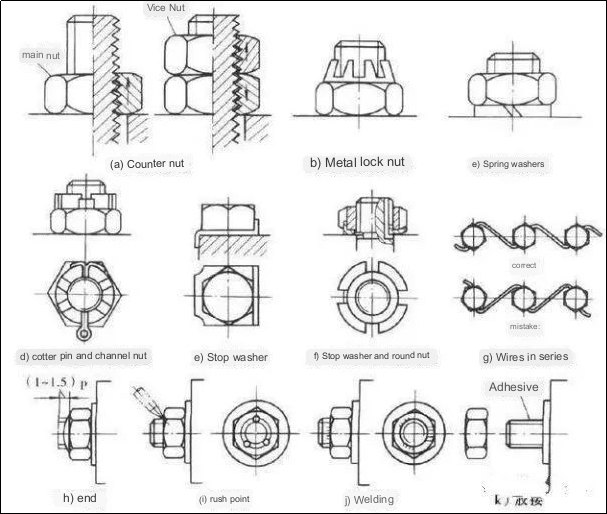
థ్రెడ్ కనెక్షన్ల కోసం తరచుగా యాంటీ-అన్స్క్రూయింగ్ అవసరం వెనుక ఉన్న హేతుబద్ధత ఏమిటి?
యాంటీ-అన్స్క్రూయింగ్ యొక్క ప్రధాన భావన ఏమిటి?
వదులుగా మారకుండా నిరోధించడానికి అందుబాటులో ఉన్న వివిధ పద్ధతులు ఏమిటి?
ప్రతిస్పందన:
సాధారణంగా, థ్రెడ్ కనెక్షన్ స్వీయ-లాకింగ్ యొక్క ప్రమాణాలను నెరవేర్చగలదు మరియు ఆకస్మికంగా వదులుకోదు.అయినప్పటికీ, కంపనాలు, ప్రభావం లోడ్లు లేదా తీవ్రమైన ఉష్ణోగ్రత హెచ్చుతగ్గులతో కూడిన పరిస్థితులలో, కలుపుతున్న గింజ క్రమంగా వదులుకునే అవకాశం ఉంది.థ్రెడ్ వదులుగా మారడానికి ప్రధాన కారణం థ్రెడ్ జతల మధ్య సాపేక్ష భ్రమణంలో ఉంటుంది.పర్యవసానంగా, వాస్తవ రూపకల్పనలో వ్యతిరేక వదులుగా ఉండే చర్యలను చేర్చడం అత్యవసరం.
సాధారణంగా ఉపయోగించే పద్ధతులు వీటిని కలిగి ఉంటాయి:
1. రాపిడి-ఆధారిత యాంటీ-లూజనింగ్ - స్ప్రింగ్ దుస్తులను ఉతికే యంత్రాలు మరియు ఎగువ భాగంలో డబుల్ గింజలను ఉపయోగించడం వంటి వదులుగా మారకుండా నిరోధించడానికి థ్రెడ్ జతల మధ్య ఘర్షణను నిర్వహించడం;
2. మెకానికల్ యాంటీ-లూజనింగ్ - అబ్స్ట్రక్టివ్ని ఉపయోగించడంయంత్ర భాగాలుయాంటీ-లూసింగ్కు హామీ ఇవ్వడానికి, తరచుగా స్లాట్డ్ నట్స్ మరియు కాటర్ పిన్లను ఉపయోగించడం;
3. థ్రెడ్ జతల యొక్క అంతరాయం-ఆధారిత యాంటీ-లూసింగ్ - ప్రభావం-ఆధారిత సాంకేతికత యొక్క అప్లికేషన్ ద్వారా థ్రెడ్ జతల మధ్య సంబంధాన్ని సవరించడం మరియు మార్చడం.
థ్రెడ్ కనెక్షన్లలో బిగించడం యొక్క లక్ష్యం ఏమిటి?
Pఅనువర్తిత శక్తిని నియంత్రించడానికి అనేక విధానాలను అందించండి.
సమాధానం:
థ్రెడ్ కనెక్షన్లలో బిగించడం వెనుక ఉద్దేశం ఏమిటంటే, బోల్ట్లు ముందుగా బిగించే శక్తిని ఉత్పత్తి చేయడానికి అనుమతించడం.లోడింగ్ పరిస్థితులలో ఇంటర్కనెక్ట్ చేయబడిన భాగాల మధ్య ఏవైనా ఖాళీలు లేదా సాపేక్ష కదలికలను నిరోధించడానికి కనెక్షన్ యొక్క విశ్వసనీయత మరియు దృఢత్వాన్ని మెరుగుపరచడానికి ఈ ముందస్తు బిగుతు ప్రక్రియ కృషి చేస్తుంది.బిగించే శక్తిని నియంత్రించడానికి రెండు ప్రభావవంతమైన పద్ధతులు టార్క్ రెంచ్ లేదా స్థిరమైన టార్క్ రెంచ్ను ఉపయోగిస్తాయి.అవసరమైన టార్క్ చేరుకున్న తర్వాత, దానిని లాక్ చేయవచ్చు.ప్రత్యామ్నాయంగా, ముందుగా బిగించే శక్తిని నియంత్రించడానికి బోల్ట్ యొక్క పొడుగును కొలవవచ్చు.
బెల్ట్ డ్రైవ్లలో స్కిడ్డింగ్ నుండి సాగే స్లైడింగ్ ఎలా భిన్నంగా ఉంటుంది?
V- బెల్ట్ డ్రైవ్ రూపకల్పనలో, చిన్న కప్పి యొక్క కనీస వ్యాసంపై ఎందుకు పరిమితి ఉంది?
సమాధానం:
సాగే స్లయిడింగ్ బెల్ట్ డ్రైవ్ల యొక్క స్వాభావిక లక్షణాన్ని సూచిస్తుంది, అది నివారించబడదు.టెన్షన్లో తేడా ఉన్నప్పుడు మరియు బెల్ట్ పదార్థం కూడా ఎలాస్టోమర్గా ఉన్నప్పుడు ఇది సంభవిస్తుంది.మరోవైపు, స్కిడ్డింగ్ అనేది ఓవర్లోడింగ్ కారణంగా ఉత్పన్నమయ్యే ఒక రకమైన వైఫల్యం మరియు అన్ని ఖర్చులతో నిరోధించబడాలి.
ప్రత్యేకంగా, చిన్న కప్పిపై స్కిడ్డింగ్ జరుగుతుంది.పెరిగిన బాహ్య లోడ్లు రెండు వైపుల మధ్య ఉద్రిక్తతలో ఎక్కువ వ్యత్యాసానికి దారితీస్తాయి, ఇది సాగే స్లైడింగ్ సంభవించే ప్రాంతం యొక్క విస్తరణకు దారితీస్తుంది.సాగే స్లైడింగ్ పరిమాణాత్మక మార్పును సూచిస్తుంది, అయితే స్కిడ్డింగ్ అనేది గుణాత్మక మార్పును సూచిస్తుంది.పర్యవసానంగా, స్కిడ్డింగ్ను నిరోధించడానికి, చిన్న కప్పి యొక్క కనిష్ట వ్యాసంపై పరిమితి ఉంది, ఎందుకంటే చిన్న కప్పి వ్యాసాల ఫలితంగా చిన్న చుట్టు కోణాలు మరియు సంపర్క ప్రాంతాలు తగ్గుతాయి, దీని వలన జారడం ఎక్కువగా జరుగుతుంది.
దంతాల ఉపరితలం యొక్క స్లైడింగ్ వేగం బూడిద తారాగణం ఇనుము మరియు అల్యూమినియం-ఇనుము కాంస్య టర్బైన్ల యొక్క అనుమతించదగిన సంపర్క ఒత్తిడికి ఎలా సంబంధం కలిగి ఉంటుంది?
సమాధానం:
బూడిద తారాగణం ఇనుము మరియు అల్యూమినియం-ఇనుము కాంస్య టర్బైన్ల యొక్క అనుమతించదగిన సంపర్క ఒత్తిడి దంతాల ఉపరితల సంశ్లేషణ అని పిలువబడే ముఖ్యమైన వైఫల్యం మోడ్ కారణంగా పంటి ఉపరితలం యొక్క స్లైడింగ్ వేగం ద్వారా ప్రభావితమవుతుంది.సంశ్లేషణ నేరుగా స్లైడింగ్ వేగం ద్వారా ప్రభావితమవుతుంది, తద్వారా అనుమతించదగిన సంపర్క ఒత్తిడిని ప్రభావితం చేస్తుంది.మరోవైపు, తారాగణం టిన్ కాంస్య టర్బైన్ల యొక్క ప్రధాన వైఫల్య మోడ్ దంతాల ఉపరితల గుంటలు, ఇది సంపర్క ఒత్తిడి వల్ల ఏర్పడుతుంది.అందువల్ల, అనుమతించదగిన సంప్రదింపు ఒత్తిడి స్లైడింగ్ వేగంతో సంబంధం లేదు.
ఎనుమ్క్యామ్ మెకానిజం ఫాలోయర్కు సాధారణ చలన నియమాలు, ప్రభావ లక్షణాలు మరియు తగిన దృశ్యాలను రూపొందించండి.
సమాధానం:
కామ్ మెకానిజం ఫాలోయర్ కోసం మోషన్ చట్టాలలో స్థిరమైన వేగం చలనం, వివిధ క్షీణత చలన చట్టాలు మరియు సాధారణ హార్మోనిక్ మోషన్ (కొసైన్ యాక్సిలరేషన్ మోషన్ లా) ఉన్నాయి.స్థిరమైన వేగం చలన చట్టం దృఢమైన ప్రభావాన్ని ప్రదర్శిస్తుంది మరియు తక్కువ-వేగం మరియు తేలికపాటి లోడ్ దృశ్యాలలో అనువర్తనాన్ని కనుగొంటుంది.
స్థిరమైన త్వరణంతో సహా క్షీణత చలన చట్టాలు, సౌకర్యవంతమైన ప్రభావాన్ని కలిగి ఉంటాయి మరియు మధ్యస్థ నుండి తక్కువ-వేగ పరిస్థితులకు అనుకూలంగా ఉంటాయి.సాధారణ హార్మోనిక్ మోషన్ (కొసైన్ 4-కార్డ్ యాక్సిలరేషన్ మోషన్ లా) పాజ్ విరామం ఉన్నప్పుడు మృదువైన ప్రభావాన్ని అందిస్తుంది, ఇది మీడియం నుండి తక్కువ-స్పీడ్ దృశ్యాలకు ప్రయోజనకరంగా ఉంటుంది.విశ్రాంతి విరామాలు లేకుండా హై-స్పీడ్ దృశ్యాలలో, ఎటువంటి సౌకర్యవంతమైన ప్రభావం ఉండదు, ఇది ఆ పరిస్థితులకు తగినదిగా చేస్తుంది.
టూత్ ప్రొఫైల్ మెషింగ్ను నియంత్రించే ప్రాథమిక సూత్రాలను సంగ్రహించండి.
సమాధానం:
టూత్ ప్రొఫైల్లు ఎక్కడ సంబంధాన్ని ఏర్పరచుకున్నా, కాంటాక్ట్ పాయింట్ గుండా వెళుతున్న సాధారణ సాధారణ లైన్ తప్పనిసరిగా మధ్య రేఖపై ఒక నిర్దిష్ట బిందువును కలుస్తుంది.ఈ పరిస్థితి స్థిరమైన ప్రసార నిష్పత్తి నిర్వహించబడుతుందని నిర్ధారిస్తుంది.
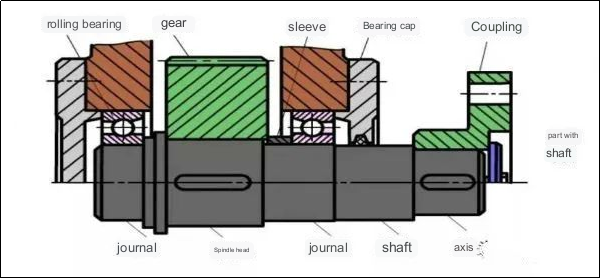
షాఫ్ట్లో భాగాలను చుట్టుకొలతగా ఫిక్సింగ్ చేయడానికి వివిధ విధానాలు ఏమిటి?(నాలుగు కంటే ఎక్కువ పద్ధతులను అందించండి)
సమాధానం:
చుట్టుకొలత స్థిరీకరణ అవకాశాలలో కీడ్ కనెక్షన్, స్ప్లైన్డ్ కనెక్షన్, ఇంటర్ఫరెన్స్ ఫిట్ కనెక్షన్, సెట్ స్క్రూ, పిన్ కనెక్షన్ మరియు ఎక్స్పాన్షన్ జాయింట్ యొక్క వినియోగం ఉన్నాయి.
షాఫ్ట్కు భాగాలను అటాచ్ చేయడానికి అక్షసంబంధ ఫిక్సింగ్ పద్ధతుల యొక్క ప్రాథమిక రకాలు ఏమిటి?
ప్రతి దాని ప్రత్యేక లక్షణాలు ఏమిటి?(నాలుగు కంటే ఎక్కువ పేర్కొనండి)
సమాధానం:
షాఫ్ట్కు భాగాలను అటాచ్ చేయడానికి అక్షసంబంధ ఫిక్సింగ్ పద్ధతులు అనేక కీలక రకాలను కలిగి ఉంటాయి, ప్రతి ఒక్కటి ప్రత్యేక లక్షణాలతో ఉంటాయి.వీటిలో కాలర్ ఫిక్సేషన్, థ్రెడ్ ఫిక్సేషన్, హైడ్రాలిక్ ఫిక్సేషన్ మరియు ఫ్లాంజ్ ఫిక్సేషన్ ఉన్నాయి.కాలర్ ఫిక్సేషన్లో కాలర్ లేదా బిగింపు ఉపయోగించడం జరుగుతుంది, ఇది భాగాన్ని అక్షంగా భద్రపరచడానికి షాఫ్ట్ చుట్టూ బిగించి ఉంటుంది.థ్రెడ్ ఫిక్సేషన్ అనేది షాఫ్ట్ లేదా పార్ట్పై థ్రెడ్లను గట్టిగా ఒకదానితో ఒకటి బిగించడానికి ఉపయోగించడం.హైడ్రాలిక్ స్థిరీకరణ భాగం మరియు షాఫ్ట్ మధ్య గట్టి కనెక్షన్ని సృష్టించడానికి హైడ్రాలిక్ ఒత్తిడిని ఉపయోగిస్తుంది.ఫ్లాంజ్ ఫిక్సేషన్లో బోల్ట్ చేయబడిన లేదా వెల్డింగ్ చేయబడిన ఫ్లాంజ్ యొక్క ఉపయోగం ఉంటుందిcnc మ్యాచింగ్ భాగాలుమరియు షాఫ్ట్, సురక్షితమైన అక్షసంబంధ అనుబంధాన్ని నిర్ధారిస్తుంది.
పరివేష్టిత వార్మ్ డ్రైవ్ల కోసం హీట్ బ్యాలెన్స్ గణనలను నిర్వహించడం ఎందుకు అవసరం?
సమాధానం:
పరివేష్టిత వార్మ్ డ్రైవ్లు సాపేక్ష స్లైడింగ్ మరియు అధిక స్థాయి ఘర్షణను ప్రదర్శిస్తాయి.వాటి పరిమిత ఉష్ణ వెదజల్లే సామర్థ్యాలు మరియు సంశ్లేషణ సమస్యలకు ప్రవృత్తి కారణంగా, ఉష్ణ సమతుల్య గణనలను నిర్వహించడం చాలా అవసరం.
గేర్ బలం గణనలలో ఏ రెండు బలం గణన సిద్ధాంతాలు ఉపయోగించబడతాయి?
వారు ఏ వైఫల్యాలను లక్ష్యంగా చేసుకున్నారు?
గేర్ ట్రాన్స్మిషన్ క్లోజ్డ్ సాఫ్ట్ టూత్ సర్ఫేస్ను ఉపయోగిస్తే, దాని డిజైన్ ప్రమాణం ఏమిటి?
సమాధానం:
గేర్ బలం గణనలు పంటి ఉపరితలం యొక్క కాంటాక్ట్ ఫెటీగ్ బలం మరియు టూత్ రూట్ యొక్క బెండింగ్ ఫెటీగ్ బలాన్ని నిర్ణయించడం.కాంటాక్ట్ ఫెటీగ్ బలం దంతాల ఉపరితలంపై అలసట పిట్టింగ్ వైఫల్యాలను నివారించే లక్ష్యంతో ఉంటుంది, అయితే బెండింగ్ ఫెటీగ్ బలం పంటి మూలంలో అలసట పగుళ్లను సూచిస్తుంది.ఒక క్లోజ్డ్ సాఫ్ట్ టూత్ సర్ఫేస్ని ఉపయోగించే గేర్ ట్రాన్స్మిషన్, దంతాల ఉపరితలం యొక్క కాంటాక్ట్ ఫెటీగ్ స్ట్రెంగ్త్ను పరిగణనలోకి తీసుకోవడం మరియు టూత్ రూట్ యొక్క బెండింగ్ ఫెటీగ్ స్ట్రెంగ్త్ని వెరిఫై చేయడం వంటి డిజైన్ ప్రమాణాన్ని అనుసరిస్తుంది.
కప్లింగ్స్ మరియు క్లచ్ల సంబంధిత విధులు ఏమిటి?
అవి ఒకదానికొకటి ఎలా భిన్నంగా ఉంటాయి?
సమాధానం:
కప్లింగ్స్ మరియు క్లచ్లు రెండూ టార్క్ ట్రాన్స్మిషన్ మరియు సింక్రొనైజ్డ్ రొటేషన్ని ఎనేబుల్ చేయడానికి రెండు షాఫ్ట్లను కనెక్ట్ చేసే ఉద్దేశ్యాన్ని అందిస్తాయి.అయినప్పటికీ, ఆపరేషన్ సమయంలో వారి విచ్ఛేద సామర్థ్యాల పరంగా అవి విభిన్నంగా ఉంటాయి.సిఉపయోగంలో ఉన్నప్పుడు వేరు చేయలేని షాఫ్ట్లను కలుపుతుంది;విడదీయడం ద్వారా మాత్రమే వారి డిస్కనెక్ట్ సాధ్యమవుతుందిటర్నింగ్ భాగాలుషట్డౌన్ తర్వాత.మరోవైపు, క్లచ్లు మెషిన్ ఆపరేషన్ సమయంలో ఏ సమయంలోనైనా రెండు షాఫ్ట్లను నిమగ్నం చేసే లేదా విడదీయగల సామర్థ్యాన్ని అందిస్తాయి.
ఆయిల్ ఫిల్మ్ బేరింగ్లు సరిగ్గా పనిచేయడానికి అవసరమైన ముందస్తు అవసరాలను వివరించండి.
సమాధానం:
సాపేక్ష చలనానికి లోనయ్యే రెండు ఉపరితలాలు తప్పనిసరిగా చీలిక ఆకారపు ఖాళీని ఏర్పాటు చేయాలి;ఉపరితలాల మధ్య స్లైడింగ్ వేగం పెద్ద పోర్ట్ నుండి కందెన చమురు ప్రవేశానికి హామీ ఇవ్వాలి మరియు చిన్న పోర్ట్ నుండి నిష్క్రమించాలి;కందెన నూనె ఒక నిర్దిష్ట స్నిగ్ధతను కలిగి ఉండాలి మరియు తగినంత చమురు సరఫరా అవసరం.
బేరింగ్ మోడల్ 7310 యొక్క చిక్కులు, ప్రత్యేక లక్షణాలు మరియు విలక్షణమైన అప్లికేషన్లకు సంబంధించి క్లుప్త వివరణను అందించండి.
సమాధానం:
కోడ్ వివరణ: “7″ కోడ్ కోణీయ కాంటాక్ట్ బాల్ బేరింగ్ను సూచిస్తుంది.హోదా “(0)” ప్రామాణిక వెడల్పును సూచిస్తుంది, “0″ ఐచ్ఛికం.“3″ సంఖ్య వ్యాసం పరంగా మధ్యస్థ శ్రేణిని సూచిస్తుంది.చివరగా, “10″ 50mm యొక్క అంతర్గత బేరింగ్ వ్యాసానికి అనుగుణంగా ఉంటుంది.
ఫీచర్లు మరియు అప్లికేషన్లు:
ఈ బేరింగ్ మోడల్ ఒకే దిశలో రేడియల్ మరియు అక్షసంబంధ లోడ్లను ఏకకాలంలో భరించగలదు.ఇది అధిక పరిమితి వేగాన్ని అందిస్తుంది మరియు సాధారణంగా జంటగా ఉపయోగించబడుతుంది.
గేర్ ట్రాన్స్మిషన్, బెల్ట్ ట్రాన్స్మిషన్ మరియు చైన్ ట్రాన్స్మిషన్తో కూడిన ట్రాన్స్మిషన్ సిస్టమ్లో, ఏ రకమైన ట్రాన్స్మిషన్ సాధారణంగా అత్యధిక వేగంతో ఉంచబడుతుంది?
దీనికి విరుద్ధంగా, ఏ ప్రసార భాగం అత్యల్ప గేర్ స్థానంలో అమర్చబడింది?
ఈ ఏర్పాటు వెనుక ఉన్న కారణాన్ని వివరించండి.
సమాధానం:
సాధారణంగా, బెల్ట్ డ్రైవ్ అత్యధిక వేగం స్థాయిలో ఉంచబడుతుంది, అయితే చైన్ డ్రైవ్ తక్కువ గేర్ స్థానంలో ఉంచబడుతుంది.బెల్ట్ డ్రైవ్ స్థిరమైన ట్రాన్స్మిషన్, కుషనింగ్ మరియు షాక్ అబ్జార్ప్షన్ వంటి లక్షణాలను కలిగి ఉంది, ఇది అధిక వేగంతో మోటార్కు ప్రయోజనకరంగా ఉంటుంది.మరోవైపు, చైన్ డ్రైవ్లు ఆపరేషన్ సమయంలో శబ్దాన్ని ఉత్పత్తి చేస్తాయి మరియు తక్కువ-స్పీడ్ దృశ్యాలకు బాగా సరిపోతాయి, తద్వారా సాధారణంగా తక్కువ గేర్ దశకు కేటాయించబడతాయి.
చైన్ ట్రాన్స్మిషన్లో ఏకరీతి కాని వేగానికి కారణమేమిటి?
దానిని ప్రభావితం చేసే ప్రాథమిక అంశాలు ఏమిటి?
ఏ పరిస్థితులలో తక్షణ ప్రసార నిష్పత్తి స్థిరంగా ఉంటుంది?
సమాధానం:
1) చైన్ ట్రాన్స్మిషన్లో సక్రమంగా లేని వేగం ప్రధానంగా చైన్ మెకానిజంలో అంతర్లీనంగా ఉండే బహుభుజి ప్రభావం వల్ల వస్తుంది;2) చైన్ స్పీడ్, చైన్ పిచ్ మరియు స్ప్రాకెట్ టూత్ కౌంట్ వంటి వాటిని ప్రభావితం చేసే ముఖ్య కారకాలు;3) పెద్ద మరియు చిన్న స్ప్రాకెట్లపై ఉన్న దంతాల సంఖ్య సమానంగా ఉన్నప్పుడు (అంటే, z1=z2) మరియు వాటి మధ్య దూరం పిచ్ (p) యొక్క ఖచ్చితమైన గుణకం అయినప్పుడు, తక్షణ ప్రసార నిష్పత్తి 1 వద్ద స్థిరంగా ఉంటుంది.
స్థూపాకార గేర్ తగ్గింపులో పెద్ద గేర్ యొక్క దంతాల వెడల్పు (b2) కంటే పినియన్ యొక్క దంతాల వెడల్పు (b1) ఎందుకు కొంచెం పెద్దదిగా ఉంటుంది?
బలాన్ని లెక్కించేటప్పుడు, దంతాల వెడల్పు గుణకం (ψd) b1 లేదా b2 ఆధారంగా ఉండాలా?ఎందుకు?
సమాధానం:
1) అసెంబ్లీ లోపాల కారణంగా గేర్ల అక్షసంబంధ తప్పుగా అమర్చడాన్ని నివారించడానికి, మెషింగ్ టూత్ వెడల్పు తగ్గుతుంది, ఇది పని భారాన్ని పెంచుతుంది.అందువల్ల, చిన్న గేర్ యొక్క దంతాల వెడల్పు (b1) పెద్ద గేర్ యొక్క b2 కంటే కొంచెం పెద్దదిగా ఉండాలి.బలం గణన పెద్ద గేర్ యొక్క దంతాల వెడల్పు (b2) ఆధారంగా ఉండాలి, ఎందుకంటే ఇది ఒక జత స్థూపాకార గేర్లు నిమగ్నమైనప్పుడు వాస్తవ కాంటాక్ట్ వెడల్పును సూచిస్తుంది.
ఎందుకు చిన్న కప్పి (d1) యొక్క వ్యాసం కనిష్ట వ్యాసం (dmin) కంటే సమానంగా లేదా అంతకంటే ఎక్కువగా ఉండాలి మరియు డ్రైవ్ వీల్ (α1) యొక్క ర్యాప్ యాంగిల్ డీసిలరేషన్ బెల్ట్ డ్రైవ్లో 120°కి సమానంగా లేదా పెద్దదిగా ఎందుకు ఉండాలి?
సాధారణంగా, సిఫార్సు చేయబడిన బెల్ట్ వేగం 5 నుండి 25 m/s మధ్య ఉంటుంది.
సి అంటే ఏమిటిబెల్ట్ వేగం ఈ పరిధిని మించి ఉంటే పరిణామాలు?
సమాధానం:
1) చిన్న కప్పి యొక్క చిన్న వ్యాసం బెల్ట్పై అధిక వంపు ఒత్తిడికి దారితీస్తుంది.అధిక బెండింగ్ ఒత్తిడిని నివారించడానికి, చిన్న కప్పి యొక్క కనీస వ్యాసం నిర్వహించబడాలి.
2) డ్రైవ్ వీల్ యొక్క చుట్టు కోణం (α1) బెల్ట్ యొక్క గరిష్ట ప్రభావవంతమైన ఉద్రిక్తతను ప్రభావితం చేస్తుంది.చిన్న α1 తక్కువ గరిష్ట ప్రభావవంతమైన లాగడం శక్తిని కలిగిస్తుంది.గరిష్ట ప్రభావవంతమైన లాగడం శక్తిని మెరుగుపరచడానికి మరియు జారకుండా నిరోధించడానికి, సాధారణంగా α1≥120° ర్యాప్ కోణం సిఫార్సు చేయబడింది.
3) బెల్ట్ వేగం 5 నుండి 25 m/s పరిధి వెలుపల పడితే, పరిణామాలు ఉండవచ్చు.పరిధి కంటే తక్కువ వేగానికి పెద్ద ప్రభావవంతమైన పుల్లింగ్ ఫోర్స్ (Fe) అవసరం కావచ్చు, ఇది బెల్ట్ల సంఖ్య (z) మరియు పెద్ద బెల్ట్ డ్రైవ్ నిర్మాణాన్ని పెంచుతుంది.దీనికి విరుద్ధంగా, అధిక బెల్ట్ వేగం అధిక సెంట్రిఫ్యూగల్ ఫోర్స్ (Fc)కి దారి తీస్తుంది, ఇది జాగ్రత్త అవసరం.
హెలికల్ రోలింగ్ యొక్క లాభాలు మరియు నష్టాలు.
సమాధానం:
ప్రయోజనాలు
1) ఇది కనిష్ట దుస్తులను ప్రదర్శిస్తుంది మరియు క్లియరెన్స్ను తొలగించడానికి మరియు నిర్దిష్ట స్థాయి పూర్వ వైకల్యాన్ని ప్రేరేపించడానికి సర్దుబాటు సాంకేతికతను అన్వయించవచ్చు, తద్వారా దృఢత్వాన్ని పెంచుతుంది మరియు అధిక ప్రసార ఖచ్చితత్వాన్ని సాధించవచ్చు.
2) స్వీయ-లాకింగ్ వ్యవస్థల వలె కాకుండా, ఇది లీనియర్ మోషన్ను రోటరీ మోషన్గా మార్చగలదు.
ప్రతికూలతలు
1) నిర్మాణం సంక్లిష్టమైనది మరియు తయారీలో సవాళ్లను కలిగి ఉంటుంది.
2) రివర్సల్ను నిరోధించడానికి కొన్ని యంత్రాంగాలు అదనపు స్వీయ-లాకింగ్ మెకానిజం అవసరం కావచ్చు.
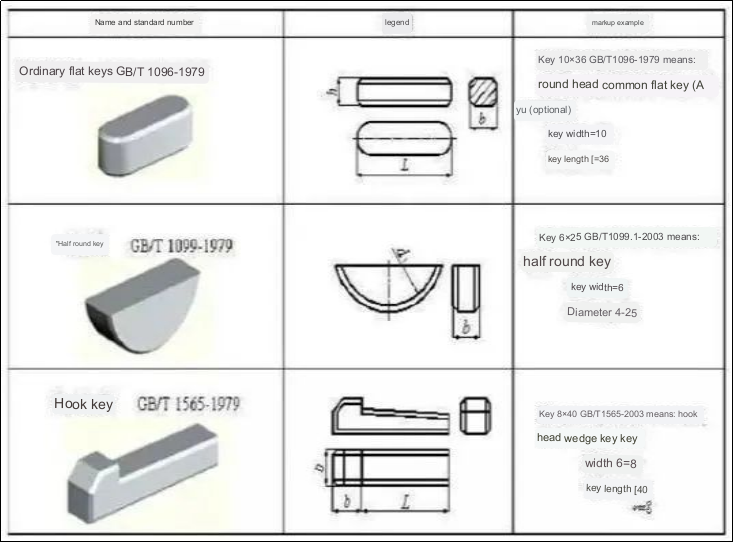
కీలను ఎంచుకోవడానికి ప్రాథమిక సూత్రం ఏమిటి?
సమాధానం:
కీలను ఎన్నుకునేటప్పుడు, రెండు ప్రధాన పరిగణనలు ఉన్నాయి: రకం మరియు పరిమాణం.కీ కనెక్షన్ యొక్క నిర్మాణ లక్షణాలు, వినియోగ అవసరాలు మరియు పని పరిస్థితులు వంటి అంశాలపై రకం ఎంపిక ఆధారపడి ఉంటుంది.
మరోవైపు, పరిమాణం ఎంపిక ప్రామాణిక లక్షణాలు మరియు శక్తి అవసరాలకు కట్టుబడి ఉండాలి.కీ యొక్క పరిమాణం క్రాస్-సెక్షనల్ కొలతలు (కీ వెడల్పు b * కీ ఎత్తు h) మరియు పొడవు L. క్రాస్-సెక్షనల్ కొలతలు b*h ఎంపిక షాఫ్ట్ వ్యాసం d ద్వారా నిర్ణయించబడుతుంది, అయితే కీ పొడవు L చేయవచ్చు సాధారణంగా హబ్ యొక్క పొడవు ఆధారంగా నిర్ణయించబడుతుంది, అంటే కీ పొడవు L హబ్ యొక్క పొడవును మించకూడదు.అదనంగా, గైడ్ ఫ్లాట్ కీల కోసం, హబ్ పొడవు L' సాధారణంగా షాఫ్ట్ వ్యాసం d కంటే (1.5-2) రెట్లు ఉంటుంది, ఇది హబ్ పొడవు మరియు స్లైడింగ్ దూరాన్ని పరిగణనలోకి తీసుకుంటుంది.
అనెబాన్ దాని బలమైన సాంకేతిక సామర్థ్యాలపై ఆధారపడుతుంది మరియు CNC మెటల్ ప్రాసెసింగ్ అవసరాలను తీర్చడానికి అధునాతన సాంకేతికతలను నిరంతరం అభివృద్ధి చేస్తుంది,5 యాక్సిస్ cnc మిల్లింగ్, మరియు ఆటోమొబైల్ కాస్టింగ్.మేము అన్ని సూచనలు మరియు అభిప్రాయాలకు అత్యంత విలువైనవి.మంచి సహకారం ద్వారా, మనం పరస్పర అభివృద్ధి మరియు అభివృద్ధిని సాధించవచ్చు.
చైనాలో ODM తయారీదారుగా, అల్యూమినియం స్టాంపింగ్ భాగాలను అనుకూలీకరించడంలో మరియు మెషినరీ కాంపోనెంట్లను తయారు చేయడంలో అనెబాన్ ప్రత్యేకత కలిగి ఉంది.ప్రస్తుతం, మా ఉత్పత్తులు ఆగ్నేయాసియా, అమెరికా, ఆఫ్రికా, తూర్పు యూరప్, రష్యా మరియు కెనడాతో సహా ప్రపంచంలోని అరవైకి పైగా దేశాలు మరియు వివిధ ప్రాంతాలకు ఎగుమతి చేయబడ్డాయి.చైనా మరియు ప్రపంచంలోని ఇతర ప్రాంతాలలో సంభావ్య కస్టమర్లతో విస్తృతమైన కనెక్షన్లను ఏర్పరచుకోవడానికి అనెబాన్ కట్టుబడి ఉంది.
పోస్ట్ సమయం: ఆగస్ట్-16-2023