
ඇනෙබොන් විසින් යාන්ත්රික දැනුම අර්ථ දැක්වීම
යාන්ත්රික දැනුම යනු විවිධ යාන්ත්ර විද්යා සංකල්ප, මූලධර්ම සහ භාවිතයන් අවබෝධ කර ගැනීමට සහ ක්රියාත්මක කිරීමට ඇති හැකියාවයි.යාන්ත්රික දැනුමට යන්ත්ර, යාන්ත්රණ සහ ද්රව්ය මෙන්ම මෙවලම් සහ ක්රියාවලි පිළිබඳ අවබෝධය ඇතුළත් වේ.බලය සහ චලනය, ශක්තිය සහ ගියර් සහ පුලි පද්ධති වැනි යාන්ත්රික මූලධර්ම පිළිබඳ දැනුම මෙයට ඇතුළත් වේ.යාන්ත්රික ඉංජිනේරු දැනුමට සැලසුම්, නඩත්තු සහ දෝශ නිරාකරණ ශිල්පීය ක්රම මෙන්ම යාන්ත්රික ඉංජිනේරු මූලධර්ම ඇතුළත් වේ.යාන්ත්රික පද්ධති සමඟ වැඩ කරන බොහෝ වෘත්තීන් සහ කර්මාන්ත සඳහා යාන්ත්රික දැනුම වැදගත් වේ.මේවාට ඉංජිනේරු, නිෂ්පාදන සහ ඉදිකිරීම් ඇතුළත් වේ.
1. යාන්ත්රික කොටස් අසාර්ථක වීමේ ක්රම මොනවාද?
(1) සම්පූර්ණ කැඩීම
(2) අධික ස්ථිර විකෘතිය
(3) කොටසක් මතුපිට දුර්වල වීම
(4) නිත්ය මෙහෙයුම් තත්ත්වයන් කඩාකප්පල් වීම හේතුවෙන් අක්රිය වීම
නූල් සම්බන්ධතා සඳහා ප්රති-ඉවත් කිරීමේ නිරන්තර අවශ්යතාවය පිටුපස ඇති තර්කය කුමක්ද?
ප්රති-ඉවත් කිරීම පිළිබඳ මූලික සංකල්පය කුමක්ද?
ලිහිල් වීම වැළැක්වීම සඳහා පවතින විවිධ ක්රම මොනවාද?
ප්රතිචාරය:
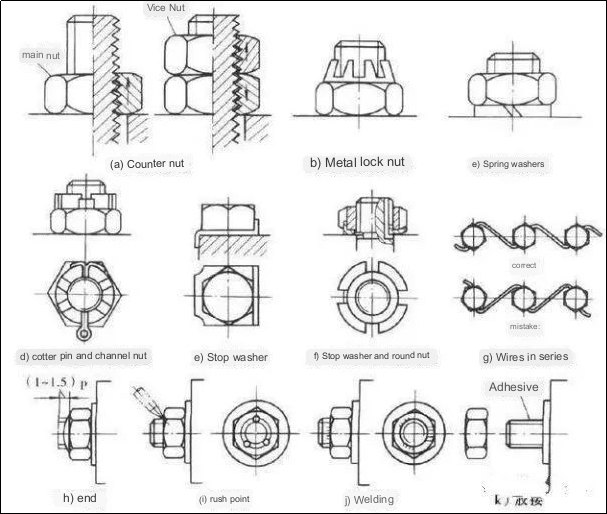
සාමාන්යයෙන්, නූල් සම්බන්ධතාවය ස්වයං-අගුලු දැමීමේ නිර්ණායක සපුරාලිය හැකි අතර ස්වයංසිද්ධව ලිහිල් නොවේ.කෙසේ වෙතත්, කම්පන, බලපෑම් බර හෝ දැඩි උෂ්ණත්ව උච්චාවචනයන් සම්බන්ධ අවස්ථාවන්හිදී, සම්බන්ධක ගෙඩිය ක්රමයෙන් ලිහිල් වීමේ සම්භාවිතාවක් පවතී.නූල් ලිහිල් වීමට මූලික හේතුව නූල් යුගල අතර සාපේක්ෂ භ්රමණය වේ.එහි ප්රතිඵලයක් වශයෙන්, සත්ය සැලසුමට ලිහිල් කිරීමේ විරෝධී පියවරයන් ඇතුළත් කිරීම අත්යවශ්ය වේ.
බහුලව භාවිතා වන ක්රම ඇතුළත් වේ:
1. ඝර්ෂණ මත පදනම් වූ ප්රති-ලිහිල් කිරීම - ලිහිල් වීම වැළැක්වීම සඳහා නූල් යුගල අතර ඝර්ෂණය පවත්වා ගැනීම, එනම් වසන්ත රෙදි සෝදන යන්ත්ර සහ ඉහළ පැත්තේ ද්විත්ව ගෙඩි භාවිතා කිරීම;
2. යාන්ත්රික ප්රති-ලිහිල් කිරීම - බාධාකාරී භාවිතයයන්තගත සංරචකප්රති-ලිහිල් කිරීම සහතික කිරීම සඳහා, බොහෝ විට ස්ලට් ඇට වර්ග සහ කොටු කටු භාවිතා කිරීම;
3. නූල් යුගල කඩාකප්පල් කිරීම මත පදනම් වූ ප්රති-ලිහිල් කිරීම - බලපෑම් මත පදනම් වූ තාක්ෂණයක් යෙදීම වැනි නූල් යුගල අතර සම්බන්ධතාවය වෙනස් කිරීම සහ වෙනස් කිරීම.
නූල් සම්බන්ධතා තුළ තද කිරීමේ අරමුණ කුමක්ද?
Pයොදන බලය පාලනය කිරීම සඳහා ප්රවේශයන් කිහිපයක් ඉදිරිපත් කරන්න.
පිළිතුර:
නූල් සම්බන්ධතා තද කිරීම පිටුපස ඇති අභිප්රාය වන්නේ බෝල්ට් වලට පූර්ව තද කිරීමේ බලය උත්පාදනය කිරීමට ඉඩ දීමයි.පැටවීමේ තත්ත්වයන් යටතේ අන්තර් සම්බන්ධිත කොටස් අතර කිසියම් හිඩැසක් හෝ සාපේක්ෂ චලනයක් වැලැක්වීම සඳහා මෙම පූර්ව තද කිරීමේ ක්රියාවලිය සම්බන්ධතාවයේ විශ්වසනීයත්වය සහ ස්ථිරභාවය වැඩි දියුණු කිරීමට උත්සාහ කරයි.තද කිරීමේ බලය පාලනය කිරීම සඳහා ඵලදායී තාක්ෂණික ක්රම දෙකක් ව්යවර්ථ යතුරක් හෝ නියත ව්යවර්ථ යතුරක් භාවිතා කරයි.අවශ්ය ව්යවර්ථය ළඟා වූ පසු, එය ස්ථානයේ අගුලු දැමිය හැක.විකල්පයක් ලෙස, පෙර තද කිරීමේ බලය නියාමනය කිරීම සඳහා බෝල්ට් වල දිගුව මැනිය හැක.
පටි ධාවකවල ලිස්සා යාමෙන් ඉලාස්ටික් ස්ලයිඩින් වෙනස් වන්නේ කෙසේද?
V-belt ධාවකයක් සැලසුම් කිරීමේදී, කුඩා පුලියේ අවම විෂ්කම්භය මත සීමාවක් ඇත්තේ මන්ද?
පිළිතුර:
ඉලාස්ටික් ස්ලයිඩින් වළක්වා ගත නොහැකි පටි ධාවකයන්ගේ ආවේනික ලක්ෂණයක් නියෝජනය කරයි.එය ආතතියේ වෙනසක් ඇති විට සහ පටි ද්රව්යම ඉලාස්ටෝමර් වේ.අනෙක් අතට, ලිස්සා යාම යනු අධික ලෙස පැටවීම හේතුවෙන් පැන නගින අසාර්ථක වර්ගයක් වන අතර එය ඕනෑම වියදමකින් වළක්වා ගත යුතුය.
විශේෂයෙන්, ලිස්සා යාම කුඩා පුලියෙන් සිදු වේ.බාහිර පැටවීම් වැඩි වීම දෙපස අතර ආතතියේ විශාල වෙනසක් ඇති කරයි, එහි ප්රතිඵලයක් වශයෙන් ප්රත්යාස්ථ ස්ලයිඩින් සිදු වන ප්රදේශයේ ප්රසාරණය වේ.ප්රත්යාස්ථ ස්ලයිඩින් ප්රමාණාත්මක වෙනසක් නියෝජනය කරන අතර ලිස්සා යාමෙන් ගුණාත්මක වෙනසක් පෙන්නුම් කරයි.එහි ප්රතිඵලයක් වශයෙන්, ලිස්සා යාම වැලැක්වීම සඳහා, කුඩා පුලියේ විෂ්කම්භය මත සීමාවක් ඇත, මන්ද කුඩා පුලි විෂ්කම්භය නිසා කුඩා දවටන කෝණ සහ සම්බන්ධතා ප්රදේශ අඩු වන අතර, ලිස්සා යාමේ සම්භාවිතාව වැඩි වේ.
දත් මතුපිට ලිස්සා යාමේ වේගය අළු වාත්තු යකඩ සහ ඇලුමිනියම්-යකඩ ලෝකඩ ටර්බයිනවල අවසර ලත් ස්පර්ශක ආතතියට සම්බන්ධ වන්නේ කෙසේද?
පිළිතුර:
අළු වාත්තු යකඩ සහ ඇලුමිනියම්-යකඩ ලෝකඩ ටර්බයිනවල අවසර ලත් ස්පර්ශක ආතතිය දත් මතුපිට ඇලවීම ලෙස හැඳින්වෙන සැලකිය යුතු අසාර්ථක මාදිලිය හේතුවෙන් දත් මතුපිට ලිස්සා යාමේ වේගයට බලපායි.ඇලවීම ස්ලයිඩින් වේගය මගින් සෘජුවම බලපාන අතර එමඟින් අවසර ලත් ස්පර්ශක ආතතියට බලපායි.අනෙක් අතට, වාත්තු ටින් ලෝකඩ ටර්බයිනවල ප්රධාන අසාර්ථක මාදිලිය වන්නේ දත් මතුපිට වලවල් වන අතර ඒවා ස්පර්ශ ආතතිය නිසා ඇතිවේ.එබැවින්, අවසර ලත් ස්පර්ශක ආතතිය ස්ලයිඩින් වේගයට සම්බන්ධ නොවේ.
Enumකැම් යාන්ත්රණය අනුගාමිකයා සඳහා සාමාන්ය චලිත නීති, බලපෑම් ලක්ෂණ සහ යෝග්ය අවස්ථා නිර්ණය කරන්න.
පිළිතුර:
කැම් යාන්ත්රණය අනුගාමිකයා සඳහා වන චලන නීතිවලට නියත ප්රවේග චලිතය, විවිධ අඩු කිරීමේ චලන නීති සහ සරල සුසංයෝග චලිතය (කොසයින් ත්වරණය චලන නීතිය) ඇතුළත් වේ.නියත ප්රවේග චලන නියමය දෘඩ බලපෑම ප්රදර්ශනය කරන අතර අඩු වේගය සහ සැහැල්ලු බර අවස්ථා වලදී යෙදුම සොයා ගනී.
නියත ත්වරණය ඇතුළුව අඩු කිරීමේ චලිත නීති, නම්යශීලී බලපෑමකින් සමන්විත වන අතර මධ්යම සිට අඩු වේග තත්වයන් සඳහා සුදුසු වේ.සරල සුසංයෝග චලිතය (කොසයින් 4-චෝඩ් ත්වරණය චලන නීතිය) විරාම විරාමයක් ඇති විට මෘදු බලපෑමක් ලබා දෙයි, එය මධ්යම සිට අඩු වේගය දක්වා අවස්ථා සඳහා වාසිදායක වේ.විවේක කාලසීමාවන් නොමැතිව අධිවේගී අවස්ථා වලදී, නම්යශීලී බලපෑමක් නොමැති අතර, එය එම තත්වයන් සඳහා සුදුසු වේ.
දත් පැතිකඩ දැල්වීම පාලනය කරන මූලික මූලධර්ම සාරාංශ කරන්න.
පිළිතුර:
දත් පැතිකඩ කොතැනක ස්පර්ශ කළත්, සම්බන්ධතා ලක්ෂ්යය හරහා ගමන් කරන පොදු සාමාන්ය රේඛාව මධ්ය රේඛාවේ නිශ්චිත ලක්ෂ්යයක් ඡේදනය කළ යුතුය.මෙම තත්ත්වය ස්ථාවර සම්ප්රේෂණ අනුපාතයක් පවත්වාගෙන යාම සහතික කරයි.
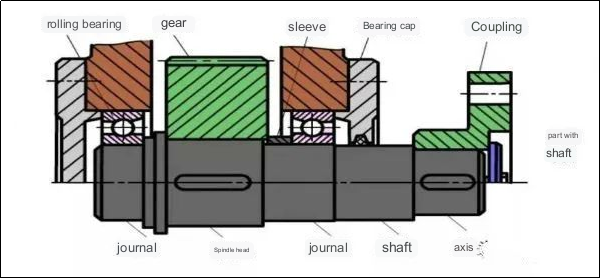
පතුවළක් මත කොටස් වටකුරු ලෙස සවි කිරීම සඳහා විවිධ ප්රවේශයන් මොනවාද?(ක්රම හතරකට වඩා සපයන්න)
පිළිතුර:
පරිධිය සවිකිරීමේ හැකියාවන්ට යතුරු සම්බන්ධකයක් භාවිතා කිරීම, splined connection, interference fit connection, set screw, pin connection, and expansion joint ඇතුළත් වේ.
පතුවළට කොටස් ඇමිණීම සඳහා අක්ෂීය සවි කිරීම් ශිල්පීය ප්රාථමික වර්ග මොනවාද?
එක් එක් විශේෂිත ලක්ෂණ මොනවාද?(හතරකට වඩා සඳහන් කරන්න)
පිළිතුර:
පතුවළට කොටස් ඇමිණීම සඳහා අක්ෂීය සවි කිරීමේ ක්රම ප්රධාන වර්ග කිහිපයක් ඇතුළත් වන අතර, ඒ සෑම එකක්ම එකිනෙකට වෙනස් ලක්ෂණ ඇත.කොලර් සවි කිරීම, නූල් සවි කිරීම, හයිඩ්රොලික් සවි කිරීම සහ ෆ්ලැන්ජ් සවි කිරීම ඇතුළත් වේ.කරපටි සවි කිරීම යනු කොටස අක්ෂීයව සුරක්ෂිත කිරීම සඳහා පතුවළ වටා තද කර ඇති කරපටි හෝ කලම්ප භාවිතා කිරීමයි.නූල් සවි කිරීම යනු පතුවළ හෝ කොටසෙහි නූල් තදින් එකට සවි කිරීම සඳහා භාවිතා කිරීමයි.කොටස සහ පතුවළ අතර දැඩි සම්බන්ධතාවයක් ඇති කිරීම සඳහා හයිඩ්රොලික් සවි කිරීම හයිඩ්රොලික් පීඩනය භාවිතා කරයි.ෆ්ලැන්ජ් සවි කිරීම යනු බෝල්ට් හෝ වෑල්ඩින් කරන ලද ෆ්ලැන්ජ් භාවිතා කිරීමයිcnc යන්ත්රෝපකරණ කොටස්සහ පතුවළ, ආරක්ෂිත අක්ෂීය ඇමුණුමක් සහතික කිරීම.
සංවෘත පණුවා ධාවකයන් සඳහා තාප ශේෂ ගණනය කිරීම් සිදු කිරීම අවශ්ය වන්නේ ඇයි?
පිළිතුර:
සංවෘත පණුවා ධාවකයන් සාපේක්ෂ ස්ලයිඩින් සහ ඉහළ මට්ටමේ ඝර්ෂණයක් පෙන්නුම් කරයි.ඒවායේ සීමිත තාප විසර්ජන හැකියාවන් සහ ඇලවුම් ගැටළු සඳහා ඇති ප්රවණතාවය හේතුවෙන් තාප සමතුලිතතාවය ගණනය කිරීම අත්යවශ්ය වේ.
ගියර් ප්රබල ගණනය කිරීම් වලදී භාවිතා කරන ශක්ති ගණනය කිරීමේ සිද්ධාන්ත දෙක කුමක්ද?
ඔවුන් ඉලක්ක කරන්නේ කුමන අසාර්ථකත්වයන් ද?
ගියර් සම්ප්රේෂණයක් සංවෘත මෘදු දත් මතුපිටක් භාවිතා කරන්නේ නම්, එහි සැලසුම් නිර්ණායකය කුමක්ද?
පිළිතුර:
ගියර් ශක්තිය ගණනය කිරීම් වලට දත් මතුපිට ස්පර්ශ තෙහෙට්ටුවේ ශක්තිය සහ දත් මූලයේ නැමීමේ තෙහෙට්ටුවේ ශක්තිය තීරණය කිරීම ඇතුළත් වේ.ස්පර්ශ තෙහෙට්ටුවේ ශක්තිය දත් මතුපිට තෙහෙට්ටුව සිදුරු අසාර්ථක වීම වැළැක්වීම අරමුණු කර ගෙන ඇති අතර, නැමීමේ තෙහෙට්ටුවේ ශක්තිය දත් මූලයේ තෙහෙට්ටුව කැඩීම සඳහා යොමු කරයි.සංවෘත මෘදු දත් මතුපිටක් භාවිතා කරන ගියර් සම්ප්රේෂණයක් දත් මතුපිට ස්පර්ශ තෙහෙට්ටුවේ ශක්තිය සලකා බැලීමේ සහ දත් මූලයේ නැමීමේ තෙහෙට්ටුවේ ශක්තිය පරීක්ෂා කිරීමේ සැලසුම් නිර්ණායකය අනුගමනය කරයි.
කප්ලිං සහ ක්ලච් වල අදාළ කාර්යයන් මොනවාද?
ඔවුන් එකිනෙකාගෙන් වෙනස් වන්නේ කෙසේද?
පිළිතුර:
කප්ලිං සහ ක්ලච් දෙකම ව්යවර්ථ සම්ප්රේෂණය සහ සමමුහුර්ත භ්රමණය සක්රීය කිරීම සඳහා පතුවළ දෙකක් සම්බන්ධ කිරීමේ අරමුණ ඉටු කරයි.කෙසේ වෙතත්, මෙහෙයුම් අතරතුර ඔවුන්ගේ විසන්ධි කිරීමේ හැකියාවන් අනුව ඒවා වෙනස් වේ.සීභාවිතයේදී වෙන් කළ නොහැකි පතුවළ සම්බන්ධ කිරීම;ඔවුන්ගේ විසන්ධි කළ හැක්කේ විසන්ධි කිරීමෙන් පමණිහැරවුම් කොටස්වසා දැමීමෙන් පසුව.අනෙක් අතට, යන්ත්ර ක්රියාකාරිත්වය අතරතුර ඕනෑම මොහොතක පතුවළ දෙක සම්බන්ධ කිරීමට හෝ විසන්ධි කිරීමට ක්ලච් මඟින් හැකියාව ලබා දේ.
ඔයිල් ෆිල්ම් ෙබයාරිං නිසියාකාරව ක්රියා කිරීම සඳහා අත්යවශ්ය පූර්වාවශ්යතා ගෙනහැර දක්වන්න.
පිළිතුර:
සාපේක්ෂ චලිතයට භාජනය වන පෘෂ්ඨයන් දෙක කූඤ්ඤ හැඩැති පරතරයක් ස්ථාපිත කළ යුතුය;පෘෂ්ඨයන් අතර ලිස්සා යාමේ වේගය විශාල වරායෙන් ලිහිසි තෙල් ඇතුළුවීම සහ කුඩා වරායෙන් පිටවීම සහතික කළ යුතුය;ලිහිසි තෙල් නිශ්චිත දුස්ස්රාවීතාවයක් තිබිය යුතු අතර ප්රමාණවත් තෙල් සැපයුමක් අවශ්ය වේ.
7310 දරණ ආකෘතියේ ඇඟවුම්, කැපී පෙනෙන ලක්ෂණ සහ සාමාන්ය යෙදුම් සම්බන්ධයෙන් කෙටි පැහැදිලි කිරීමක් සපයන්න.
පිළිතුර:
කේත අර්ථ නිරූපණය: “7″ කේතය කෝණික ස්පර්ශක බෝල රඳවනයක් නියෝජනය කරයි."(0)" නම් කිරීම සම්මත පළලට යොමු කරයි, "0″ විකල්ප වේ."3" අංකය විෂ්කම්භය අනුව මධ්යම ශ්රේණිය දක්වයි.අවසාන වශයෙන්, "10" මිලිමීටර් 50 ක අභ්යන්තර දරණ විෂ්කම්භයට අනුරූප වේ.
විශේෂාංග සහ යෙදුම්:
මෙම දරණ ආකෘතියට එකවරම තනි දිශාවකට රේඩියල් සහ අක්ෂීය බර දරාගත හැකිය.එය ඉහළ සීමාවේ වේගයක් ලබා දෙන අතර සාමාන්යයෙන් යුගල වශයෙන් භාවිතා වේ.
ගියර් සම්ප්රේෂණය, පටි සම්ප්රේෂණය සහ දාම සම්ප්රේෂණය ඇතුළත් සම්ප්රේෂණ පද්ධතියක් තුළ සාමාන්යයෙන් ඉහළම වේග මට්ටමේ තබා ඇත්තේ කුමන ආකාරයේ සම්ප්රේෂණයක්ද?
අනෙක් අතට, අඩුම ගියර් ස්ථානයේ සකස් කර ඇති සම්ප්රේෂණ සංරචකය කුමක්ද?
මෙම විධිවිධානය පිටුපස ඇති තාර්කිකත්වය පැහැදිලි කරන්න.
පිළිතුර:
සාමාන්යයෙන්, පටි ධාවකය ඉහළම වේග මට්ටමේ ස්ථානගත කර ඇති අතර, දාම ධාවකය අඩුම ගියර් ස්ථානයේ තබා ඇත.පටි ධාවකය ස්ථායී සම්ප්රේෂණය, කුෂන් කිරීම සහ කම්පන අවශෝෂණය වැනි ගුණාංග වලින් සමන්විත වන අතර එය වැඩි වේගයකින් මෝටරයට වාසිදායක වේ.අනෙක් අතට, දාම ධාවකයන් ක්රියාත්මක වන විට ශබ්දය ජනනය කිරීමට නැඹුරු වන අතර අඩු-වේග අවස්ථා සඳහා වඩාත් සුදුසු වේ, එබැවින් සාමාන්යයෙන් අඩු ගියර් අදියර සඳහා වෙන් කරනු ලැබේ.
දාම සම්ප්රේෂණයේ ඒකාකාර නොවන ප්රවේගයට හේතුව කුමක්ද?
එයට බලපාන මූලික සාධක මොනවාද?
ක්ෂණික සම්ප්රේෂණ අනුපාතය ස්ථාවරව පැවතිය හැක්කේ කුමන තත්වයන් යටතේද?
පිළිතුර:
1) දාම සම්ප්රේෂණයේ අක්රමවත් වේගය ප්රධාන වශයෙන් සිදුවන්නේ දාම යාන්ත්රණයට ආවේනික බහුඅස්ර ආචරණය මගිනි;2) එයට බලපාන ප්රධාන සාධක වන්නේ දාම වේගය, දාම තණතීරුව සහ sprocket tooth count;3) විශාල සහ කුඩා ස්ප්රොකට් දෙකේම දත් ගණන සමාන වන විට (එනම්, z1=z2) සහ ඒවා අතර මධ්ය දුර තණතීරුවේ (p) නියම ගුණාකාරයක් වන විට, ක්ෂණික සම්ප්රේෂණ අනුපාතය 1 හි නියතව පවතී.
සිලින්ඩරාකාර ගියර් අඩු කිරීමේදී විශාල ගියරයේ දත් පළල (b2) ට වඩා පිනියන් වල දත් පළල (b1) තරමක් විශාල වන්නේ ඇයි?
ශක්තිය ගණනය කිරීමේදී, දත් පළල සංගුණකය (ψd) b1 හෝ b2 මත පදනම් විය යුතුද?ඇයි?
පිළිතුර:
1) එකලස් කිරීමේ දෝෂ හේතුවෙන් ගියර් වල අක්ෂීය නොගැලපීම වැළැක්වීම සඳහා, දැලක දත් පළල අඩු වන අතර, වැඩ බර වැඩි වීමට හේතු වේ.එබැවින් කුඩා ගියරයේ දත් පළල (b1) විශාල ගියරයේ b2ට වඩා තරමක් විශාල විය යුතුය.ශක්තිය ගණනය කිරීම විශාල ආම්පන්නයේ දත් පළල (b2) මත පදනම් විය යුතුය, මන්ද එය සිලින්ඩරාකාර ගියර් යුගලයක් සම්බන්ධ වන විට සැබෑ සම්බන්ධතා පළල නියෝජනය කරයි.
කුඩා පුලියේ (d1) විෂ්කම්භය අවම විෂ්කම්භයට (dmin) සමාන හෝ වැඩි විය යුත්තේ ඇයි සහ ධාවන රෝදයේ දවටන කෝණය (α1) deceleration belt drive හි 120°ට සමාන හෝ විශාල විය යුත්තේ ඇයි?
සාමාන්යයෙන්, නිර්දේශිත පටි වේගය 5 සිට 25 m/s අතර වේ.
සී මොනවාද?තීරය වේගය මෙම පරාසය ඉක්මවා ගියහොත් ප්රතිවිපාක?
පිළිතුර:
1) කුඩා පුලියේ කුඩා විෂ්කම්භයක් පටිය මත වැඩි නැමීමේ ආතතියට හේතු වේ.අධික නැමීමේ ආතතිය වැළැක්වීම සඳහා, කුඩා පුලියේ අවම විෂ්කම්භය පවත්වා ගත යුතුය.
2) ධාවක රෝදයේ දවටන කෝණය (α1) තීරයේ උපරිම ඵලදායී ආතතියට බලපායි.කුඩා α1 අඩු උපරිම ඵලදායී ඇදීමේ බලයක් ඇති කරයි.උපරිම ඵලදායි ඇදීමේ බලය වැඩි දියුණු කිරීම සහ ලිස්සා යාම වැළැක්වීම සඳහා, සාමාන්යයෙන් α1≥120 ° ක දවටන කෝණයක් නිර්දේශ කරනු ලැබේ.
3) පටි වේගය 5 සිට 25 m / s පරාසයෙන් පිටත වැටේ නම්, ප්රතිවිපාක ඇති විය හැක.පරාසයට වඩා අඩු වේගයක් සඳහා විශාල ඵලදායි ඇදීමේ බලයක් (Fe) අවශ්ය විය හැකි අතර, එය පටි ගණන (z) සහ විශාල පටි ධාවක ව්යුහයක් වැඩි කිරීමට හේතු වේ.අනෙක් අතට, අධික පටි වේගය වැඩි කේන්ද්රාපසාරී බලයක් (Fc) ඇති කරයි, ප්රවේශම් වීම අවශ්ය වේ.
හෙලික්සීය රෝලිං වල වාසි සහ අවාසි.
පිළිතුර:
වාසි
1) එය අවම ඇඳුම් ප්රදර්ශනය කරන අතර, නිෂ්කාශනය ඉවත් කිරීමට සහ යම් මට්ටමක පූර්ව විරූපණයක් ඇති කිරීමට ගැලපුම් තාක්ෂණය යෙදිය හැකි අතර එමඟින් දෘඩතාව වැඩි දියුණු කර ඉහළ සම්ප්රේෂණ නිරවද්යතාවයක් ලබා ගත හැකිය.
2) ස්වයං-අගුලු දැමීමේ පද්ධති මෙන් නොව, රේඛීය චලිතය භ්රමණ චලිතය බවට පරිවර්තනය කිරීමේ හැකියාව ඇත.
අවාසි
1) ව්යුහය සංකීර්ණ වන අතර නිෂ්පාදනයේදී අභියෝග මතු කරයි.
2) සමහර යාන්ත්රණයන් ආපසු හැරවීම වැළැක්වීම සඳහා අමතර ස්වයං-අගුළු යාන්ත්රණයක් අවශ්ය විය හැකිය.
යතුරු තෝරාගැනීමේ මූලික මූලධර්මය කුමක්ද?
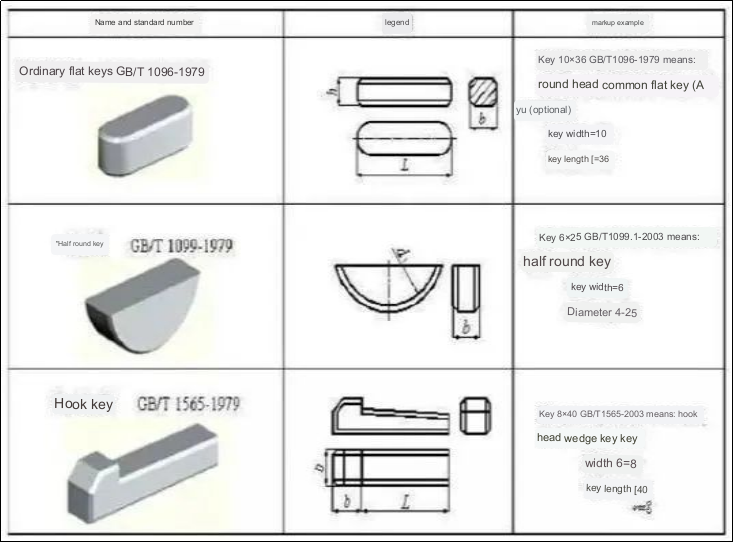
පිළිතුර:
යතුරු තෝරාගැනීමේදී, ප්රධාන කරුණු දෙකක් තිබේ: වර්ගය සහ ප්රමාණය.වර්ගය තෝරාගැනීම යතුරු සම්බන්ධතාවයේ ව්යුහාත්මක ලක්ෂණ, භාවිත අවශ්යතා සහ සේවා කොන්දේසි වැනි සාධක මත රඳා පවතී.
අනෙක් අතට, ප්රමාණය තෝරාගැනීම සම්මත පිරිවිතර සහ ශක්ති අවශ්යතා වලට අනුකූල විය යුතුය.යතුරේ ප්රමාණය හරස්කඩ මානයන්ගෙන් (යතුරු පළල b * යතුරු උස h) සහ දිග L වලින් සමන්විත වේ. හරස්කඩ මානයන් b*h තේරීම පතුවළ විෂ්කම්භය d මගින් තීරණය කරනු ලබන අතර යතුරු දිග L ට හැකි වේ. සාමාන්යයෙන් කේන්ද්රයේ දිග මත පදනම්ව තීරණය කරනු ලැබේ, එනම් යතුරු දිග L කේන්ද්රයේ දිග නොඉක්මවිය යුතුය.මීට අමතරව, මාර්ගෝපදේශ පැතලි යතුරු සඳහා, හබ් දිග L' සාමාන්යයෙන් පතුවළ විෂ්කම්භය d මෙන් (1.5-2) ගුණයක් පමණ වේ, කේන්ද්රයේ දිග සහ ලිස්සා යන දුර සැලකිල්ලට ගනිමින්.
Anebon එහි ශක්තිමත් තාක්ෂණික හැකියාවන් මත රඳා පවතින අතර CNC ලෝහ සැකසීමේ අවශ්යතා සපුරාලීම සඳහා උසස් තාක්ෂණයන් අඛණ්ඩව සංවර්ධනය කරයි.5 අක්ෂය cnc ඇඹරීම, සහ මෝටර් රථ වාත්තු කිරීම.අපි සියලු යෝජනා සහ ප්රතිපෝෂණ ඉතා අගය කරමු.හොඳ සහයෝගීතාවයකින් අපට අන්යෝන්ය සංවර්ධනයක් සහ දියුණුවක් ලබා ගත හැකිය.
චීනයේ ODM නිෂ්පාදකයෙකු ලෙස, ඇලුමිනියම් මුද්රා තැබීමේ කොටස් අභිරුචිකරණය කිරීම සහ යන්ත්රෝපකරණ සංරචක නිෂ්පාදනය කිරීම සඳහා ඇනෙබොන් විශේෂීකරණය කරයි.දැනට, අපගේ නිෂ්පාදන අග්නිදිග ආසියාව, ඇමරිකාව, අප්රිකාව, නැගෙනහිර යුරෝපය, රුසියාව සහ කැනඩාව ඇතුළුව ලොව පුරා රටවල් හැටකට සහ විවිධ කලාපවලට අපනයනය කර ඇත.Anebon චීනයේ සහ ලෝකයේ අනෙකුත් ප්රදේශවල අනාගත ගනුදෙනුකරුවන් සමඟ පුළුල් සම්බන්ධතා ඇති කර ගැනීමට කැපවී සිටී.
පසු කාලය: අගෝස්තු-16-2023