
એનીબોન દ્વારા યાંત્રિક જ્ઞાનની વ્યાખ્યા
યાંત્રિક જ્ઞાન એ વિવિધ મિકેનિક્સ વિભાવનાઓ, સિદ્ધાંતો અને વ્યવહારોને સમજવા અને લાગુ કરવાની ક્ષમતા છે.યાંત્રિક જ્ઞાનમાં મશીનો, મિકેનિઝમ્સ અને સામગ્રી તેમજ સાધનો અને પ્રક્રિયાઓની સમજ શામેલ છે.આમાં યાંત્રિક સિદ્ધાંતોનું જ્ઞાન શામેલ છે, જેમ કે બળ અને ગતિ, ઊર્જા અને ગિયર્સ અને ગરગડીની સિસ્ટમ્સ.મિકેનિકલ એન્જિનિયરિંગ જ્ઞાનમાં ડિઝાઇન, જાળવણી અને મુશ્કેલીનિવારણ તકનીકો તેમજ મિકેનિકલ એન્જિનિયરિંગ સિદ્ધાંતોનો સમાવેશ થાય છે.યાંત્રિક પ્રણાલીઓ સાથે કામ કરતા ઘણા વ્યવસાયો અને ઉદ્યોગો માટે યાંત્રિક જ્ઞાન મહત્વપૂર્ણ છે.તેમાં એન્જિનિયરિંગ, મેન્યુફેક્ચરિંગ અને કન્સ્ટ્રક્શનનો સમાવેશ થાય છે.
1. યાંત્રિક ભાગોની નિષ્ફળતાના મોડ્સ શું છે?
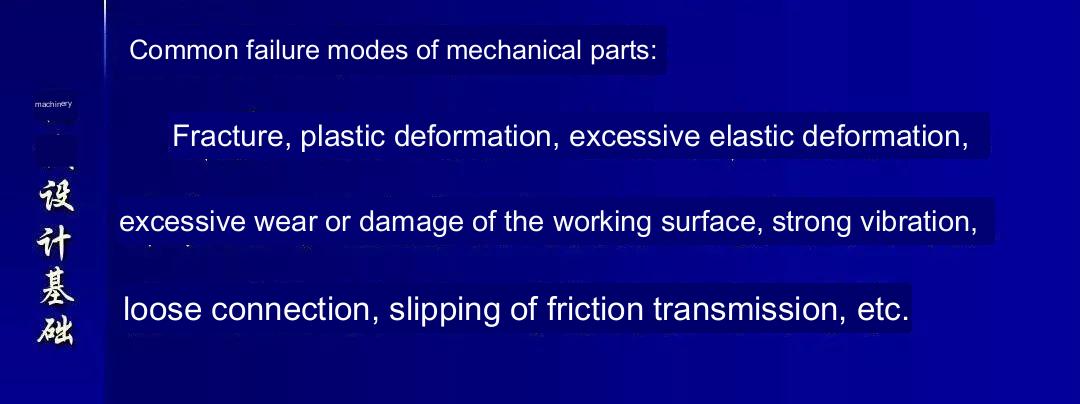
(1) કુલ ભંગાણ
(2) વધુ પડતી કાયમી વિકૃતિ
(3) ભાગની સપાટીની ક્ષતિ
(4) નિયમિત કાર્યકારી પરિસ્થિતિઓના વિક્ષેપને કારણે ખામી
થ્રેડેડ કનેક્શન માટે એન્ટિ-અનસ્ક્રુઇંગની વારંવાર આવશ્યકતા પાછળનું તર્ક શું છે?
વિરોધી અનસ્ક્રુઇંગનો મુખ્ય ખ્યાલ શું છે?
ઢીલું પડતું અટકાવવા માટે ઉપલબ્ધ વિવિધ પદ્ધતિઓ શું છે?
પ્રતિભાવ:
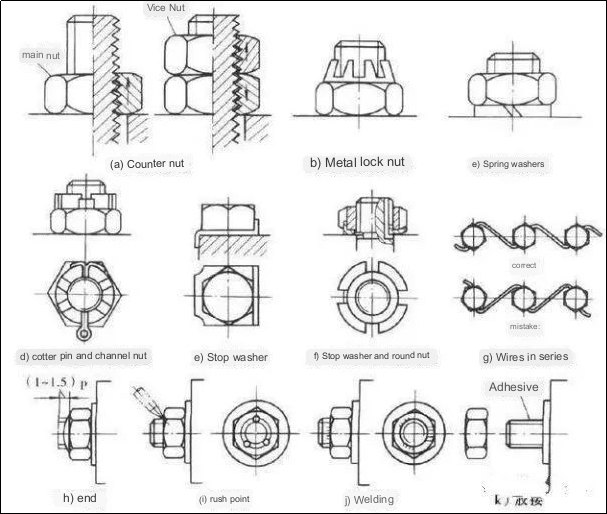
સામાન્ય રીતે, થ્રેડેડ કનેક્શન સ્વ-લોકીંગના માપદંડને પૂર્ણ કરી શકે છે અને સ્વયંભૂ છૂટી જશે નહીં.જો કે, સ્પંદનો, અસરનો ભાર અથવા તાપમાનમાં તીવ્ર વધઘટ સાથે સંકળાયેલી પરિસ્થિતિઓમાં, કનેક્ટિંગ અખરોટ ધીમે ધીમે છૂટી જવાની સંભાવના છે.થ્રેડ ઢીલા થવાનું પ્રાથમિક કારણ થ્રેડ જોડી વચ્ચેના સંબંધિત પરિભ્રમણમાં રહેલું છે.પરિણામે, વાસ્તવિક ડિઝાઈનમાં ઢીલાં વિરોધી પગલાંનો સમાવેશ કરવો હિતાવહ છે.
સામાન્ય રીતે ઉપયોગમાં લેવાતી પદ્ધતિઓમાં શામેલ છે:
1. ઘર્ષણ-આધારિત એન્ટિ-લૂઝિંગ — છૂટા પડતા અટકાવવા માટે થ્રેડ જોડી વચ્ચે ઘર્ષણ જાળવી રાખવું, જેમ કે ઉપરની બાજુએ સ્પ્રિંગ વોશર અને ડબલ નટ્સનો ઉપયોગ કરવો;
2. મિકેનિકલ એન્ટિ-લૂઝિંગ — અવરોધકનો ઉપયોગમશીન કરેલ ઘટકોએન્ટિ-લૂઝિંગની બાંયધરી આપવા માટે, ઘણીવાર સ્લોટેડ નટ્સ અને કોટર પિનનો ઉપયોગ કરીને, અન્યો વચ્ચે;
3. થ્રેડ જોડીનું વિક્ષેપ-આધારિત એન્ટિ-લૂઝિંગ — થ્રેડ જોડી વચ્ચેના સંબંધમાં ફેરફાર અને ફેરફાર, જેમ કે અસર-આધારિત તકનીકના ઉપયોગ દ્વારા.
થ્રેડેડ કનેક્શનમાં કડક બનાવવાનો હેતુ શું છે?
Pપ્રયોજિત બળને નિયંત્રિત કરવા માટે ઘણા અભિગમો પ્રદાન કરો.
જવાબ:
થ્રેડેડ કનેક્શનમાં કડક કરવા પાછળનો હેતુ બોલ્ટને પ્રી-ટાઈટીંગ ફોર્સ જનરેટ કરવાની મંજૂરી આપવાનો છે.આ પૂર્વ-કડક પ્રક્રિયા લોડિંગ પરિસ્થિતિઓ હેઠળ એકબીજા સાથે જોડાયેલા ભાગો વચ્ચે કોઈપણ ગાબડા અથવા સંબંધિત હિલચાલને રોકવા માટે જોડાણની વિશ્વસનીયતા અને મક્કમતા વધારવાનો પ્રયત્ન કરે છે.ચુસ્ત બળને નિયંત્રિત કરવા માટે બે અસરકારક તકનીકો ટોર્ક રેંચ અથવા સતત ટોર્ક રેંચનો ઉપયોગ કરી રહી છે.એકવાર જરૂરી ટોર્ક પહોંચી જાય, તે જગ્યાએ લૉક કરી શકાય છે.વૈકલ્પિક રીતે, બોલ્ટના વિસ્તરણને પૂર્વ-કડક બળને નિયંત્રિત કરવા માટે માપી શકાય છે.
સ્થિતિસ્થાપક સ્લાઇડિંગ બેલ્ટ ડ્રાઇવ્સમાં સ્કિડિંગથી કેવી રીતે અલગ છે?
વી-બેલ્ટ ડ્રાઇવની ડિઝાઇનમાં, નાની ગરગડીના લઘુત્તમ વ્યાસ પર મર્યાદા શા માટે છે?
જવાબ:
સ્થિતિસ્થાપક સ્લાઇડિંગ બેલ્ટ ડ્રાઇવની સહજ લાક્ષણિકતા દર્શાવે છે જેને ટાળી શકાતી નથી.તે ત્યારે થાય છે જ્યારે તણાવમાં તફાવત હોય છે અને બેલ્ટ સામગ્રી પોતે એક ઇલાસ્ટોમર છે.બીજી બાજુ, સ્કિડિંગ એ એક પ્રકારની નિષ્ફળતા છે જે ઓવરલોડિંગને કારણે ઊભી થાય છે અને તેને કોઈપણ કિંમતે અટકાવવી જોઈએ.
ખાસ કરીને, સ્કિડિંગ નાની ગરગડી પર થાય છે.વધેલા બાહ્ય ભારને લીધે બે બાજુઓ વચ્ચેના તણાવમાં મોટો તફાવત થાય છે, જે બદલામાં તે વિસ્તારના વિસ્તરણમાં પરિણમે છે જ્યાં સ્થિતિસ્થાપક સ્લાઇડિંગ થાય છે.સ્થિતિસ્થાપક સ્લાઇડિંગ માત્રાત્મક ફેરફાર દર્શાવે છે, જ્યારે સ્કિડિંગ ગુણાત્મક ફેરફાર દર્શાવે છે.પરિણામે, સ્કિડિંગને રોકવા માટે, નાની ગરગડીના લઘુત્તમ વ્યાસ પર મર્યાદા છે, કારણ કે નાના ગરગડીના વ્યાસને લીધે લપેટીના નાના ખૂણાઓ અને સંપર્ક વિસ્તારો ઘટે છે, જેના કારણે સ્લિપેજ થવાની શક્યતા વધુ બને છે.
દાંતની સપાટીની સ્લાઇડિંગ ઝડપ ગ્રે કાસ્ટ આયર્ન અને એલ્યુમિનિયમ-આયર્ન બ્રોન્ઝ ટર્બાઇન્સના સ્વીકાર્ય સંપર્ક તણાવ સાથે કેવી રીતે સંબંધિત છે?
જવાબ:
ગ્રે કાસ્ટ આયર્ન અને એલ્યુમિનિયમ-આયર્ન બ્રોન્ઝ ટર્બાઇન્સનો સ્વીકાર્ય સંપર્ક તણાવ દાંતની સપાટીના સંલગ્નતા તરીકે ઓળખાતા નોંધપાત્ર નિષ્ફળતા મોડને કારણે દાંતની સપાટીની સ્લાઇડિંગ ગતિથી પ્રભાવિત થાય છે.સ્લાઇડિંગ ગતિ દ્વારા સંલગ્નતા સીધી અસર કરે છે, આમ અનુમતિપાત્ર સંપર્ક તણાવને અસર કરે છે.બીજી તરફ, કાસ્ટ ટીન બ્રોન્ઝ ટર્બાઈન્સનો મુખ્ય નિષ્ફળ મોડ દાંતની સપાટીના ખાડા છે, જે સંપર્ક તણાવને કારણે થાય છે.તેથી, સ્વીકાર્ય સંપર્ક તણાવ સ્લાઇડિંગ ઝડપ સાથે અસંબંધિત છે.
એનમગતિના લાક્ષણિક કાયદાઓ, અસરની લાક્ષણિકતાઓ અને કૅમ મિકેનિઝમ અનુયાયી માટે યોગ્ય દૃશ્યો બનાવો.
જવાબ:
કેમ મિકેનિઝમ અનુયાયી માટેના ગતિના નિયમોમાં સતત વેગ ગતિ, વિવિધ મંદી ગતિ કાયદા અને સરળ હાર્મોનિક ગતિ (કોસાઇન પ્રવેગક ગતિ કાયદો) નો સમાવેશ થાય છે.સતત વેગ ગતિનો કાયદો કઠોર અસર દર્શાવે છે અને ઓછી-સ્પીડ અને લાઇટ-લોડ દૃશ્યોમાં એપ્લિકેશન શોધે છે.
સતત પ્રવેગક સહિત મંદી ગતિના કાયદા, લવચીક અસર દર્શાવે છે અને મધ્યમથી ઓછી ગતિની પરિસ્થિતિઓ માટે યોગ્ય છે.સરળ હાર્મોનિક ગતિ (કોસાઇન 4-કોર્ડ પ્રવેગક ગતિ કાયદો) જ્યારે વિરામનો અંતરાલ હોય ત્યારે નરમ અસર આપે છે, જે તેને મધ્યમથી નીચી ગતિના દૃશ્યો માટે ફાયદાકારક બનાવે છે.આરામના અંતરાલો વિના હાઇ-સ્પીડ દૃશ્યોમાં, ત્યાં કોઈ લવચીક અસર નથી, જે તે સંજોગો માટે યોગ્ય બનાવે છે.
દાંતના પ્રોફાઈલ મેશિંગને સંચાલિત કરતા મૂળભૂત સિદ્ધાંતોનો સારાંશ આપો.
જવાબ:
દાંતની રૂપરેખાઓ ક્યાં પણ સંપર્ક કરે છે તે મહત્વનું નથી, સંપર્ક બિંદુમાંથી પસાર થતી સામાન્ય સામાન્ય રેખાએ મધ્ય રેખા પરના ચોક્કસ બિંદુને છેદવું જોઈએ.આ સ્થિતિ સુનિશ્ચિત કરે છે કે સતત ટ્રાન્સમિશન રેશિયો જાળવવામાં આવે છે.
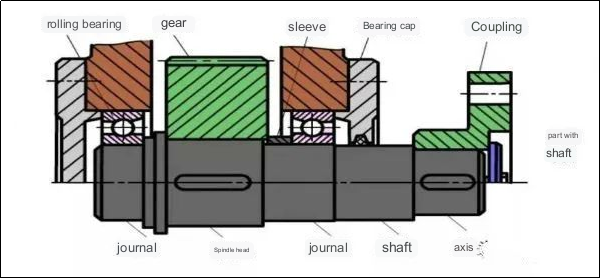
શાફ્ટ પરના ભાગોને પરિઘમાં ફિક્સ કરવા માટેના વિવિધ અભિગમો શું છે?(ચાર કરતાં વધુ પદ્ધતિઓ પ્રદાન કરો)
જવાબ:
સર્કફરેન્શિયલ ફિક્સેશનની શક્યતાઓમાં કીડ કનેક્શન, સ્પ્લિન્ડ કનેક્શન, ઇન્ટરફરી ફિટ કનેક્શન, સેટ સ્ક્રૂ, પિન કનેક્શન અને એક્સ્પાન્સન જોઈન્ટનો ઉપયોગ શામેલ છે.
શાફ્ટ સાથે ભાગોને જોડવા માટે પ્રાથમિક પ્રકારની અક્ષીય ફિક્સિંગ તકનીકો શું છે?
દરેકની વિશિષ્ટ લાક્ષણિકતાઓ શું છે?(ચાર કરતાં વધુનો ઉલ્લેખ કરો)
જવાબ:
શાફ્ટ સાથે ભાગોને જોડવા માટેની અક્ષીય ફિક્સિંગ પદ્ધતિઓમાં ઘણા મુખ્ય પ્રકારો શામેલ છે, દરેકમાં વિશિષ્ટ લાક્ષણિકતાઓ છે.આમાં કોલર ફિક્સેશન, થ્રેડેડ ફિક્સેશન, હાઇડ્રોલિક ફિક્સેશન અને ફ્લેંજ ફિક્સેશનનો સમાવેશ થાય છે.કોલર ફિક્સેશનમાં કોલર અથવા ક્લેમ્પનો ઉપયોગ શામેલ છે જે ભાગને અક્ષીય રીતે સુરક્ષિત કરવા માટે શાફ્ટની આસપાસ કડક કરવામાં આવે છે.થ્રેડેડ ફિક્સેશનમાં શાફ્ટ અથવા ભાગ પર થ્રેડોનો ઉપયોગ તેમને મજબૂત રીતે એકસાથે જોડવા માટે થાય છે.હાઇડ્રોલિક ફિક્સેશન ભાગ અને શાફ્ટ વચ્ચે ચુસ્ત જોડાણ બનાવવા માટે હાઇડ્રોલિક દબાણનો ઉપયોગ કરે છે.ફ્લેંજ ફિક્સેશનમાં ફ્લેંજનો ઉપયોગ શામેલ છે જે બોલ્ટ અથવા વેલ્ડેડ છેસીએનસી મશીનિંગ ભાગોઅને શાફ્ટ, સુરક્ષિત અક્ષીય જોડાણ સુનિશ્ચિત કરે છે.
બંધ કૃમિ ડ્રાઈવો માટે ગરમીના સંતુલનની ગણતરીઓ શા માટે કરવી જરૂરી છે?
જવાબ આપો:
બંધ કૃમિ ડ્રાઇવ્સ સંબંધિત સ્લાઇડિંગ અને ઘર્ષણના ઉચ્ચ સ્તરનું પ્રદર્શન કરે છે.તેમની મર્યાદિત ઉષ્મા વિસર્જન ક્ષમતાઓ અને સંલગ્નતાના મુદ્દાઓ માટેના વલણને લીધે, ગરમીના સંતુલનની ગણતરી કરવી જરૂરી બની જાય છે.
ગિયર સ્ટ્રેન્થ ગણતરીઓમાં કયા બે તાકાત ગણતરી સિદ્ધાંતોનો ઉપયોગ કરવામાં આવે છે?
તેઓ કઈ નિષ્ફળતાને નિશાન બનાવી રહ્યા છે?
જો ગિયર ટ્રાન્સમિશન બંધ નરમ દાંતની સપાટીનો ઉપયોગ કરે છે, તો તેની ડિઝાઇન માપદંડ શું છે?
જવાબ:
ગિયર સ્ટ્રેન્થની ગણતરીમાં દાંતની સપાટીની સંપર્ક થાકની તાકાત અને દાંતના મૂળની બેન્ડિંગ થાકની તાકાત નક્કી કરવામાં સામેલ છે.કોન્ટેક્ટ ફેટીગ સ્ટ્રેન્થનો ઉદ્દેશ્ય દાંતની સપાટી પર થાકને લગતી નિષ્ફળતાઓને રોકવાનો છે, જ્યારે બેન્ડિંગ ફેટીગ સ્ટ્રેન્થ દાંતના મૂળમાં થાકના ફ્રેક્ચરને સંબોધિત કરે છે.બંધ નરમ દાંતની સપાટીનો ઉપયોગ કરતું ગિયર ટ્રાન્સમિશન દાંતની સપાટીની સંપર્ક થાક શક્તિને ધ્યાનમાં લેવા અને દાંતના મૂળની બેન્ડિંગ થાકની મજબૂતાઈને ચકાસવાના ડિઝાઇન માપદંડને અનુસરે છે.
કપ્લિંગ્સ અને ક્લચના સંબંધિત કાર્યો શું છે?
તેઓ એકબીજાથી કેવી રીતે અલગ પડે છે?
જવાબ:
બંને કપલિંગ અને ક્લચ ટોર્ક ટ્રાન્સમિશન અને સિંક્રનાઇઝ રોટેશનને સક્ષમ કરવા માટે બે શાફ્ટને જોડવાનો હેતુ પૂરો પાડે છે.જો કે, તેઓ ઓપરેશન દરમિયાન તેમની છૂટાછેડાની ક્ષમતાઓના સંદર્ભમાં અલગ પડે છે.સીઆઉટપ્લિંગ્સ શાફ્ટને જોડે છે જે ઉપયોગ દરમિયાન અલગ કરી શકાતા નથી;તેમના જોડાણને ડિસએસેમ્બલ કરીને જ શક્ય છેવળાંકવાળા ભાગોબંધ થયા પછી.બીજી તરફ, ક્લચ મશીન ઓપરેશન દરમિયાન કોઈપણ સમયે બે શાફ્ટને જોડવા અથવા છૂટા કરવાની ક્ષમતા પ્રદાન કરે છે.
ઓઇલ ફિલ્મ બેરિંગ્સ યોગ્ય રીતે કાર્ય કરવા માટે આવશ્યક પૂર્વજરૂરીયાતોની રૂપરેખા આપો.
જવાબ:
સાપેક્ષ ગતિમાંથી પસાર થતી બે સપાટીઓએ ફાચર આકારનું અંતર સ્થાપિત કરવું આવશ્યક છે;સપાટીઓ વચ્ચેની સ્લાઇડિંગ ગતિએ મોટા બંદરમાંથી લુબ્રિકેટિંગ તેલના પ્રવેશ અને નાના બંદરમાંથી બહાર નીકળવાની બાંયધરી આપવી જોઈએ;લ્યુબ્રિકેટિંગ તેલ ચોક્કસ સ્નિગ્ધતા ધરાવતું હોવું જોઈએ, અને તેલનો પૂરતો પુરવઠો જરૂરી છે.
બેરિંગ મૉડલ 7310 ની અસરો, વિશિષ્ટ સુવિધાઓ અને લાક્ષણિક એપ્લિકેશનો વિશે સંક્ષિપ્ત સમજૂતી આપો.
જવાબ:
કોડ અર્થઘટન: કોડ “7″ કોણીય સંપર્ક બોલ બેરિંગનું પ્રતિનિધિત્વ કરે છે.હોદ્દો “(0)” પ્રમાણભૂત પહોળાઈનો સંદર્ભ આપે છે, જેમાં “0″ વૈકલ્પિક છે.નંબર “3″ વ્યાસની દ્રષ્ટિએ મધ્યમ શ્રેણી દર્શાવે છે.છેલ્લે, “10″ 50mm ના આંતરિક બેરિંગ વ્યાસને અનુરૂપ છે.
સુવિધાઓ અને એપ્લિકેશન્સ:
આ બેરિંગ મોડલ એક સાથે એક દિશામાં રેડિયલ અને અક્ષીય લોડને સહન કરી શકે છે.તે ઉચ્ચ મર્યાદા ગતિ પ્રદાન કરે છે અને સામાન્ય રીતે જોડીમાં વપરાય છે.
ગિયર ટ્રાન્સમિશન, બેલ્ટ ટ્રાન્સમિશન અને ચેઇન ટ્રાન્સમિશનનો સમાવેશ કરતી ટ્રાન્સમિશન સિસ્ટમમાં, કયા પ્રકારનું ટ્રાન્સમિશન સામાન્ય રીતે સૌથી વધુ સ્પીડ લેવલ પર મૂકવામાં આવે છે?
તેનાથી વિપરીત, કયો ટ્રાન્સમિશન ઘટક સૌથી નીચી ગિયર સ્થિતિમાં ગોઠવાયેલ છે?
આ વ્યવસ્થા પાછળનું તર્ક સમજાવો.
જવાબ:
સામાન્ય રીતે, બેલ્ટ ડ્રાઇવને સૌથી વધુ સ્પીડ લેવલ પર મૂકવામાં આવે છે, જ્યારે ચેઇન ડ્રાઇવને સૌથી ઓછી ગિયરની સ્થિતિમાં મૂકવામાં આવે છે.બેલ્ટ ડ્રાઇવ સ્થિર ટ્રાન્સમિશન, ગાદી અને શોક શોષણ જેવા લક્ષણો ધરાવે છે, જે તેને વધુ ઝડપે મોટર માટે ફાયદાકારક બનાવે છે.બીજી તરફ, ચેન ડ્રાઈવો ઓપરેશન દરમિયાન અવાજ ઉત્પન્ન કરે છે અને ઓછી ગતિના દૃશ્યો માટે વધુ યોગ્ય છે, આમ સામાન્ય રીતે નીચલા ગિયર સ્ટેજ પર ફાળવવામાં આવે છે.
સાંકળ ટ્રાન્સમિશનમાં બિન-સમાન વેગનું કારણ શું છે?
તેને પ્રભાવિત કરતા પ્રાથમિક પરિબળો શું છે?
કઈ પરિસ્થિતિઓમાં તાત્કાલિક ટ્રાન્સમિશન રેશિયો સ્થિર રહી શકે છે?
જવાબ:
1) સાંકળ ટ્રાન્સમિશનમાં અનિયમિત ગતિ મુખ્યત્વે સાંકળ પદ્ધતિમાં સહજ બહુકોણીય અસરને કારણે થાય છે;2) તેને પ્રભાવિત કરતા મુખ્ય પરિબળોમાં ચેઇન સ્પીડ, ચેઇન પિચ અને સ્પ્રૉકેટ ટૂથ કાઉન્ટનો સમાવેશ થાય છે;3) જ્યારે મોટા અને નાના બંને સ્પ્રોકેટ્સ પર દાંતની સંખ્યા સમાન હોય છે (એટલે કે, z1=z2) અને તેમની વચ્ચેનું કેન્દ્રનું અંતર પિચ (p) ના ચોક્કસ ગુણાંક હોય છે, ત્યારે તાત્કાલિક ટ્રાન્સમિશન રેશિયો 1 પર સ્થિર રહે છે.
સિલિન્ડ્રિકલ ગિયર રિડક્શનમાં મોટા ગિયરની દાંતની પહોળાઈ (b2) કરતા પિનિયનની દાંતની પહોળાઈ (b1) શા માટે થોડી મોટી હોય છે?
તાકાતની ગણતરી કરતી વખતે, શું દાંતની પહોળાઈ ગુણાંક (ψd) b1 અથવા b2 પર આધારિત હોવો જોઈએ?શા માટે?
જવાબ:
1) એસેમ્બલીની ભૂલોને કારણે ગિયર્સના અક્ષીય મિસલાઈનમેન્ટને રોકવા માટે, મેશિંગ દાંતની પહોળાઈ ઓછી કરવામાં આવે છે, જેના કારણે કામનો ભાર વધે છે.આથી, નાના ગિયરની દાંતની પહોળાઈ (b1) મોટા ગિયરના b2 કરતાં થોડી મોટી હોવી જોઈએ.મજબૂતાઈની ગણતરી મોટા ગિયરની દાંતની પહોળાઈ (b2) પર આધારિત હોવી જોઈએ કારણ કે જ્યારે નળાકાર ગિયરની જોડી જોડાય છે ત્યારે તે વાસ્તવિક સંપર્ક પહોળાઈનું પ્રતિનિધિત્વ કરે છે.
શા માટે નાની ગરગડી (d1) નો વ્યાસ લઘુત્તમ વ્યાસ (dmin) જેટલો અથવા તેનાથી વધુ હોવો જોઈએ અને ડ્રાઈવ વ્હીલ (α1) નો રેપ એંગલ ડીલેરેશન બેલ્ટ ડ્રાઈવમાં 120° જેટલો અથવા તેનાથી મોટો કેમ હોવો જોઈએ?
સામાન્ય રીતે, ભલામણ કરેલ પટ્ટાની ઝડપ 5 થી 25 m/s વચ્ચે હોય છે.
સી શું છેજો બેલ્ટની ઝડપ આ શ્રેણી કરતાં વધી જાય તો તેના પરિણામો?
જવાબ:
1) નાની ગરગડીનો નાનો વ્યાસ પટ્ટા પર વધુ વળાંકનો તણાવ તરફ દોરી જાય છે.વધુ પડતા બેન્ડિંગ સ્ટ્રેસને રોકવા માટે, નાની ગરગડીનો ન્યૂનતમ વ્યાસ જાળવવો જોઈએ.
2) ડ્રાઇવ વ્હીલનો લપેટી કોણ (α1) બેલ્ટના મહત્તમ અસરકારક તાણને અસર કરે છે.નાના α1 નીચા મહત્તમ અસરકારક પુલિંગ બળમાં પરિણમે છે.મહત્તમ અસરકારક પુલિંગ ફોર્સને વધારવા અને સ્લિપેજને રોકવા માટે, સામાન્ય રીતે α1≥120°ના લપેટી કોણની ભલામણ કરવામાં આવે છે.
3) જો પટ્ટાની ઝડપ 5 થી 25 m/s ની રેન્જની બહાર આવે છે, તો તેના પરિણામો આવી શકે છે.રેન્જની નીચેની ગતિ માટે મોટા અસરકારક પુલિંગ ફોર્સ (Fe)ની જરૂર પડી શકે છે, જે બેલ્ટ (z) ની સંખ્યામાં વધારો અને બેલ્ટ ડ્રાઇવ સ્ટ્રક્ચરમાં વધારો તરફ દોરી જાય છે.તેનાથી વિપરીત, બેલ્ટની વધુ પડતી ઝડપને કારણે ઉચ્ચ સેન્ટ્રીફ્યુગલ ફોર્સ (Fc) થશે, જેમાં સાવચેતીની જરૂર પડશે.
હેલિકલ રોલિંગના ફાયદા અને ગેરફાયદા.
જવાબ:
ફાયદા
1) તે ન્યૂનતમ વસ્ત્રો દર્શાવે છે, અને ક્લિયરન્સને દૂર કરવા અને પૂર્વ-વિકૃતિના ચોક્કસ સ્તરને પ્રેરિત કરવા માટે એડજસ્ટમેન્ટ ટેકનિક લાગુ કરી શકાય છે, જેનાથી કઠોરતા વધે છે અને ઉચ્ચ ટ્રાન્સમિશન ચોકસાઈ પ્રાપ્ત થાય છે.
2) સ્વ-લોકીંગ સિસ્ટમથી વિપરીત, તે રેખીય ગતિને રોટરી ગતિમાં રૂપાંતરિત કરવામાં સક્ષમ છે.
ગેરફાયદા
1) માળખું જટિલ છે અને ઉત્પાદનમાં પડકારો ઉભો કરે છે.
2) અમુક મિકેનિઝમ્સને રિવર્સલ અટકાવવા માટે વધારાની સેલ્ફ-લોકીંગ મિકેનિઝમની જરૂર પડી શકે છે.
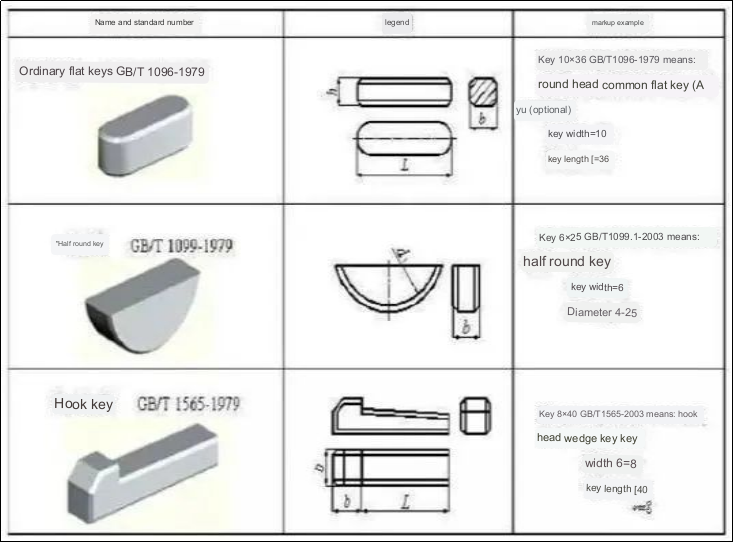
કી પસંદ કરવા માટેનો મૂળભૂત સિદ્ધાંત શું છે?
જવાબ:
કી પસંદ કરતી વખતે, બે મુખ્ય વિચારણાઓ છે: પ્રકાર અને કદ.પ્રકારની પસંદગી કી કનેક્શનની માળખાકીય લાક્ષણિકતાઓ, ઉપયોગની જરૂરિયાતો અને કામ કરવાની પરિસ્થિતિઓ જેવા પરિબળો પર આધારિત છે.
બીજી બાજુ, કદની પસંદગી પ્રમાણભૂત વિશિષ્ટતાઓ અને તાકાત આવશ્યકતાઓનું પાલન કરતી હોવી જોઈએ.કીના કદમાં ક્રોસ-વિભાગીય પરિમાણો (કી પહોળાઈ b * કી ઊંચાઈ h) અને લંબાઈ L હોય છે. ક્રોસ-વિભાગીય પરિમાણો b*h ની પસંદગી શાફ્ટ વ્યાસ d દ્વારા નક્કી કરવામાં આવે છે, જ્યારે કી લંબાઈ L કરી શકે છે. સામાન્ય રીતે હબની લંબાઈના આધારે નક્કી કરવામાં આવે છે, એટલે કે કી લંબાઈ L હબની લંબાઈથી વધુ ન હોવી જોઈએ.વધુમાં, માર્ગદર્શિકા ફ્લેટ કી માટે, હબની લંબાઈ અને સ્લાઈડિંગ અંતરને ધ્યાનમાં લેતા, હબ લંબાઈ L' સામાન્ય રીતે શાફ્ટ વ્યાસ d કરતા (1.5-2) ગણી હોય છે.
Anebon તેની મજબૂત તકનીકી ક્ષમતાઓ પર આધાર રાખે છે અને CNC મેટલ પ્રોસેસિંગની જરૂરિયાતોને પહોંચી વળવા માટે સતત અદ્યતન તકનીકો વિકસાવે છે,5 એક્સિસ સીએનસી મિલિંગ, અને ઓટોમોબાઈલ કાસ્ટિંગ.અમે બધા સૂચનો અને પ્રતિસાદને ખૂબ મહત્વ આપીએ છીએ.સારા સહકાર દ્વારા, અમે પરસ્પર વિકાસ અને સુધારણા પ્રાપ્ત કરી શકીએ છીએ.
ચીનમાં ODM ઉત્પાદક તરીકે, Anebon એલ્યુમિનિયમ સ્ટેમ્પિંગ ભાગો અને મશીનરી ઘટકોના ઉત્પાદનને કસ્ટમાઇઝ કરવામાં નિષ્ણાત છે.હાલમાં, અમારા ઉત્પાદનો દક્ષિણપૂર્વ એશિયા, અમેરિકા, આફ્રિકા, પૂર્વ યુરોપ, રશિયા અને કેનેડા સહિત વિશ્વભરના સાઠથી વધુ દેશો અને વિવિધ પ્રદેશોમાં નિકાસ કરવામાં આવ્યા છે.Anebon ચીન અને વિશ્વના અન્ય ભાગોમાં સંભવિત ગ્રાહકો સાથે વ્યાપક જોડાણ સ્થાપિત કરવા માટે પ્રતિબદ્ધ છે.
પોસ્ટ સમય: ઓગસ્ટ-16-2023