
Kynning:
Í fyrri greinum hefur Anebon teymið okkar deilt grunnþekkingu á vélrænni hönnun með þér.Í dag munum við læra frekar krefjandi hugtök í vélrænni hönnun.
Hverjar eru helstu hindranirnar fyrir meginreglum vélrænnar hönnunar?
Flækjustig hönnunar:
Vélræn hönnun er venjulega flókin og krefst þess að verkfræðingar sameina fjölbreytt kerfi, íhluti og aðgerðir.
Til dæmis er áskorun að hanna gírkassa sem flytur afl á áhrifaríkan hátt án þess að skerða aðra hluti eins og stærð og þyngd sem og hávaða.
Efnisval:
Það er mikilvægt að velja rétta efnið fyrir hönnunina þína, þar sem þau hafa áhrif á þætti eins og endingu, styrk og kostnað.
Til dæmis er ekki auðvelt að velja viðeigandi efni fyrir háspennuhluta hreyfils fyrir flugvélar vegna þess að nauðsynlegt er að þyngja þyngdina á meðan viðhalda getu til að þola mikla hitastig.
Takmarkanir:
Verkfræðingar verða að vinna innan takmarkana eins og tíma, fjárhagsáætlunar og tiltækra úrræða.Þetta gæti takmarkað hönnunina og krafist þess að nota skynsamlegar málamiðlanir.
Til dæmis getur verið vandamál að hanna skilvirkt hitakerfi sem er hagkvæmt fyrir heimili og uppfyllir enn kröfur um orkunýtingu.
Takmarkanir í framleiðslu
Hönnuðir verða að taka tillit til takmarkana þeirra í framleiðsluaðferðum og tækni þegar þeir hanna vélræna hönnun.Það gæti verið vandamál að jafna hönnunaráformið við getu búnaðar og ferla.
Til dæmis að hanna flókinn íhlut sem aðeins er hægt að framleiða með dýrum vélum eða aukefnaframleiðsluaðferðum.
Hagnýtar kröfur:
Það getur verið erfitt að uppfylla allar kröfur um hönnunina, þar með talið öryggi, frammistöðu eða áreiðanleika hönnunar.
Til dæmis getur verið áskorun að hanna bremsukerfi sem veitir nákvæman stöðvunarkraft, en jafnframt að tryggja öryggi notenda.
Hönnun fínstilling:
Það er ekki auðvelt að finna bestu hönnunarlausnina sem kemur saman mörgum mismunandi markmiðum, þar á meðal þyngd, kostnaði eða skilvirkni.
Til dæmis krefst háþróaðrar greiningar og endurtekinnar hönnunartækni til að hámarka vængjahönnun flugvélar til að minnka viðnám og þyngd, án þess að skaða burðarvirki.
Samþætting inn í kerfið:
Að fella mismunandi íhluti og undirkerfi inn í sameinaða hönnun gæti verið mikið mál.
Til dæmis að hanna fjöðrunarkerfi bifreiða sem stjórnar hreyfingu margra íhluta, á meðan vigtarþættir eins og þægindi, stöðugleiki og þrek geta valdið erfiðleikum.
Hönnun endurtekning:
Hönnunarferli fela venjulega í sér margar endurskoðanir og endurtekningar til að betrumbæta og bæta upphaflegu hugmyndina.Það er áskorun að gera hönnunarbreytingar á skilvirkan og skilvirkan hátt, bæði hvað varðar þann tíma sem þarf og fjármagn sem til er.
Til dæmis, fínstilla hönnun neytendavöru með röð endurtekningar sem bæta vinnuvistfræði og fagurfræði notandans.
Umhverfissjónarmið:
Að samþætta sjálfbærni í hönnun og draga úr umhverfisáhrifum byggingar er að verða mikilvægara.Jafnvægið á milli hagnýtra þátta og þátta eins og getu til endurvinnslu, orkunýtni og losunar gæti verið erfitt.Til dæmis að hanna skilvirka vél sem dregur úr losun gróðurhúsalofttegunda, en skerðir ekki afköst.
Framleiðnihönnun og samsetning
Getan til að tryggja að hönnun verði framleidd og sett saman innan tíma- og kostnaðartakmarkana getur verið vandamál.
Til dæmis mun einföldun á samsetningu flókinnar vöru lækka vinnuafl og framleiðslukostnað, en tryggja jafnframt gæðastaðla.
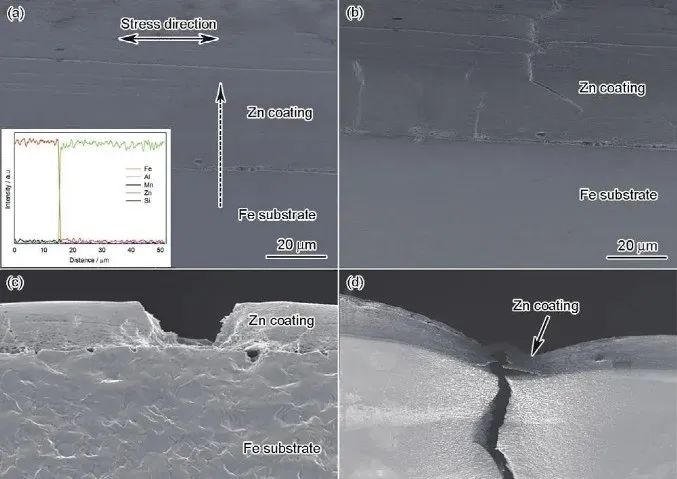
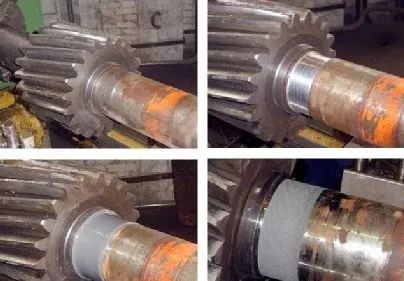
1. Bilanir eru afleiðingar af vélrænum íhlutum sem eru almennt brotnir, alvarlegar leifar aflögunar, skemmdir á yfirborði íhluta (tæringarslit, snertiþreyta og slit) Bilun vegna slits í venjulegu vinnuumhverfi.
2. Hönnunaríhlutirnir verða að uppfylla innihalda kröfur til að tryggja að þeir bili ekki innan tímaramma fyrirfram ákveðins líftíma þeirra (styrkur eða stífni, langlífi) og kröfur um byggingarferli, efnahagslegar kröfur, kröfur um lága þyngd og kröfur um áreiðanleika.
3. Hönnunarviðmið fyrir íhluti, þ.mt styrkleika- og stífleikaviðmið, líftímakröfur sem og titringsstöðugleikaviðmið og viðmið um áreiðanleika.
4. Hönnunaraðferðir varahluta: fræðileg hönnun, reynsluhönnun og hönnun líkanaprófa.
5. Algengt er að nota fyrir vélræna íhluti eru málmefni, keramikefni, fjölliða efni og samsett efni.
6. Styrkleika hlutanna má skipta í truflanir álagsstyrk sem og breytilegan álagsstyrk.
7. Álagshlutfall: = -1 er samhverf álag í hringlaga formi;gildið r = 0 er hringlaga streitan sem púlsar.
8. Talið er að BC stigið sé kallað álagsþreyta (lághringsþreyta) CD vísar til óendanlega þreytustigsins.Línuhlutinn á eftir punkti D er óendanlegt lífsbilunarstig sýnisins.Punktur D er varanleg þreytumörk.
9. Aðferðir til að bæta styrk hluta sem eru þreyttir draga úr áhrifum álags á þætti (hleðsluróp opna hringa) Veldu efni sem hafa mikinn styrk fyrir þreytu og tilgreindu síðan aðferðir við hitameðhöndlun og styrkingartækni sem auka styrkleika þreytti efnin.
10. Renna núning: Þurr núning mörk núning, vökva núning og blönduð núning.
11. Slitferli íhluta felur í sér innkeyrslustig, stöðugt slitstig og stig mikillar slits. Við ættum að reyna að draga úr tíma fyrir innkeyrslu auk þess að lengja stöðugt slit og fresta útliti slits. það er alvarlegt.
12. Flokkun slits er Límslit, slípiefnisslit og þreyta tæringarslit, veðrunarslit og slitslit.
13. Hægt er að flokka smurefni í fjóra flokka sem eru fljótandi, gas hálfföst, fast og fljótandi fita eru flokkuð í kalsíum-undirstaða feiti, Nano-undirstaða Grease ál-undirstaða fitu, og litíum-undirstaða fitu.
14. Venjulegir tengiþræðir eru með jafnhliða þríhyrningsformi og framúrskarandi sjálflæsandi eiginleika.rétthyrndir flutningsþræðir bjóða upp á meiri afköst í flutningi en aðrir þræðir.Trapesulaga flutningsþræðir eru meðal vinsælustu flutningsþráða.
15. Tengiþræðir sem eru almennt notaðir krefjast sjálflæsingar, þess vegna eru einþráðarþræðir almennt notaðir.Sendingarþræðir þurfa mikla skilvirkni fyrir flutning og því eru þríþráðir eða tvíþráða þræðir oft notaðir.
16. Venjulegar boltatengingar (tengdu íhlutirnir innihalda götin í gegnum eða eru reamed) Tvíhöfða naglatengisskrúfur, skrúftengingar, sem og skrúfur með setttengingum.
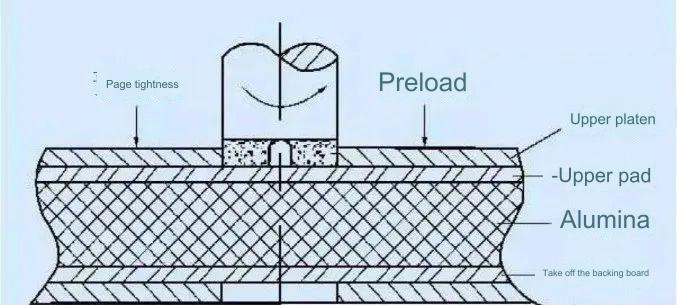
17. Markmiðið með því að forspenna tengingar er að bæta endingu og styrk tengingarinnar og stöðva eyður eða renna á milli hlutanna tveggja þegar þeir eru hlaðnir.Aðalatriðið við spennutengingar sem eru lausar er að koma í veg fyrir að spíralparið snúist hvert við annað á meðan það er hlaðið.(Núningslosandi og vélræn til að stöðva losun, fjarlægir tengslin milli hreyfingar og hreyfingar spíralparsins)
18. Auktu endingu snittari tenginga, dregur úr streitumagni sem hefur áhrif á styrk þreytubolta (minnka stífleika boltans, eða auka stífleika tengingarsérsniðnir cnc hlutar) og bæta ójafna dreifingu álags yfir þræðina.draga úr áhrifum streituuppsöfnunar, auk þess að innleiða skilvirkasta framleiðsluferlið.
19. Lykiltengingargerðir: flattenging (báðar hliðar virka sem yfirborð) hálfhringlaga lyklatengingar fleyglykill tengilykiltenging með snertihorni.
20. Beltadrif má skipta í tvær gerðir: möskvagerð og núningsgerð.
21. Augnablikið fyrir hámarksálag á beltið er þegar mjói hluti þess byrjar við trissuna.Spennan breytist fjórum sinnum á einum snúningi á beltinu.
22. Strekkingur á V-reima drifinu: Venjulegur spennubúnaður, sjálfvirkur spennubúnaður og spennubúnaður sem notar spennuhjólið.
23. Hlekkir í keðjunni eru venjulega í oddatölu (magn tanna í keðjuhjólinu getur ekki verið venjuleg tala).Ef rúllukeðjan er með óeðlileg tölur, þá eru óhóflegir hlekkir notaðir.
24. Markmiðið með því að spenna keðjudrifið er að koma í veg fyrir möskvavandamál og keðjutitring þegar lausar brúnir keðjunnar verða of miklar og að auka hornið á möskva milli keðjuhjólsins og keðjunnar.
25. Bilunaraðferðir gíra fela í sér: tannbrot í gírum og slit á tannyfirborði (opin gír) holur á yfirborði tönnarinnar (lokuð gír) tannyfirborðslímið og aflögun plastsins (hryggir á hjólknúnum rifum á drifhjólinu ).
26. Gír með yfirborðshörku er meiri en 350HBS eða 38HRS eru þekkt sem harðsnúin eða harðsnúin gír eða, ef þau eru það ekki, mjúk gír.
27. Að auka framleiðslunákvæmni, minnka þvermál gírsins til að minnka snúningshraða, gæti dregið úr kraftmiklu álagi.Til að draga úr kraftmiklu álagi má klippa gírinn.Tilgangurinn með því að snúa tönnum gírsins inn í tromluna er að auka styrk á lögun tannoddsins.stefnuálagsdreifingu.
28. Því stærra sem leiðarhornið á þvermálsstuðlinum er því meiri skilvirkni og því minni sjálflæsingarhæfni.
29. Færa þarf ormabúnaðinn.Eftir tilfærslu passa vísihringurinn sem og kasthringur ormsins saman, hins vegar er ljóst að línan á milli orma tveggja hefur breyst og passar ekki við vísihring ormabúnaðarins.
30. Ormur sending bilun hamir eins og hola tæringu tönn rót brot á yfirborði tönn líming og umfram slit;þetta er venjulega tilfellið á ormgírunum.
31. Aflmissi vegna slits og slits á legum með lokuðu ormadrifi og sliti á legum sem og tapi á olíuslettum þar semcnc mölunarhlutarsem er stungið í olíupottinn, hrærið í olíunni.
32. Ormadrifið ætti að gera útreikninga á hitajafnvægi sem byggir á þeirri forsendu að orkan sem myndast á tímaeiningu sé sú sama og hitaleiðni á sama tíma.Skref sem þarf að taka: Settu upp hitakökur og aukið hitaleiðni og settu viftur á enda skaftsins til að auka loftflæði og að lokum, settu hringrásarkælileiðslur innan kassans.
33. Aðstæður sem gera ráð fyrir þróun vatnsafnfræðilegrar smurningar: tveir fletir sem renna mynda fleyglaga bil sem rennur saman og fletirnir tveir sem eru aðskildir af olíufilmunni verða að hafa nægilegan rennihraða og hreyfing þeirra verður að leyfa smurolía til að flæða í gegnum stóra opið inn í það minna og smurning verður að vera af ákveðinni seigju og magn olíu sem er tiltækt verður að vera nægilegt.
34. Grundvallarhönnun rúllulaga: ytri hringur, innri hringir, vökvakerfi og búr.
35. 3 rúllulegur mjókkar fimm álagslegur sex djúpgrópkúlulegur sjö hyrndar snertilegur N sívalur rúllulegur 01, 02 og 03 í sömu röð.D=10mm, 12mm 15mm, 17,mm vísar til 20mm er d=20mm, 12 er tilvísun í 60mm.
36. Grunnlíftímaeinkunn er magn vinnustunda þar sem 10% leganna innan setts legur eru fyrir áhrifum af gryfjutæringu, en 90 prósent þeirra verða ekki fyrir skemmdum á gryfjutæringu er talin vera langlífi tiltekins efna. fas.
37. Grundvallarkraftur álags: það magn sem legið getur borið ef grunnlíftími einingarinnar er nákvæmlega 106 snúninga.
38. Aðferð við legustillingu: Hver og einn af tveimur burðarliðum festur í eina átt.það er fastur punktur í báðar áttir en endi hins burðarliðsins er hreyfingarlaus.Báðir aðilar njóta aðstoðar með frjálsri hreyfingu.
39. Legur eru flokkaðar í samræmi við álagið sem er beitt á snúningsskaftið (beygjutími og tog) og snælda (beygjumoment) og flutningsskaft (tog).
Anebon heldur sig við grundvallarregluna um „Gæði eru örugglega líf fyrirtækisins og staða getur verið sálin í því“ fyrir stóran afslátt, sérsniðna nákvæmni 5 ása CNC rennibekkurCNC vélaður hluti, Anebon hefur fullviss um að við gætum boðið hágæða vörur og lausnir á sanngjörnu verði, yfirburða stuðning eftir sölu fyrir kaupendur.Og Anebon mun byggja upp líflegt langhlaup.
Kínverskur fagmaðurKína CNC hlutiog málmvinnsluhlutar, Anebon treysta á hágæða efni, fullkomna hönnun, framúrskarandi þjónustu við viðskiptavini og samkeppnishæf verð til að vinna traust margra viðskiptavina heima og erlendis.Allt að 95% af vörum eru fluttar út á erlenda markaði.
Ef þú vilt vita meira eða spyrjast fyrir um verð, vinsamlegast hafðu sambandinfo@anebon.com
Birtingartími: 24. nóvember 2023