
Kirish:
Oldingi maqolalarda bizning Anebon jamoasi siz bilan asosiy mexanik dizayn bilimlarini baham ko'rdi.Bugun biz mexanik dizayndagi qiyin tushunchalarni o'rganamiz.
Mexanik dizayn tamoyillariga asosiy to'siqlar nima?
Dizaynning murakkabligi:
Mexanik dizaynlar odatda murakkab bo'lib, muhandislardan turli tizimlar, komponentlar va funktsiyalarni birlashtirishni talab qiladi.
Masalan, o'lcham va og'irlik, shuningdek shovqin kabi boshqa narsalarni buzmasdan quvvatni samarali uzatadigan vites qutisini loyihalash qiyin.
Material tanlash:
Dizayningiz uchun to'g'ri materialni tanlash juda muhim, chunki ular chidamlilik, kuch va narx kabi omillarga ta'sir qiladi.
Misol uchun, samolyot dvigatelining yuqori kuchlanishli komponenti uchun mos materialni tanlash oson emas, chunki og'irlikni kamaytirish va haddan tashqari haroratga dosh berish qobiliyatini saqlab qolish zarurati.
Cheklovlar:
Muhandislar vaqt, byudjet va mavjud resurslar kabi cheklovlar doirasida ishlashi kerak.Bu dizaynlarni cheklashi va oqilona kelishuvlardan foydalanishni talab qilishi mumkin.
Misol uchun, uy uchun tejamkor va energiya samaradorligi talablariga javob beradigan samarali isitish tizimini loyihalash muammolarni keltirib chiqarishi mumkin.
Ishlab chiqarishdagi cheklovlar
Dizaynerlar mexanik dizaynlarni loyihalashda ishlab chiqarish usullari va texnikasidagi cheklovlarni hisobga olishlari kerak.Dizayn niyatini uskunalar va jarayonlarning imkoniyatlari bilan muvozanatlashda muammo bo'lishi mumkin.
Masalan, faqat qimmatbaho mashina yoki qo'shimchalar ishlab chiqarish texnikasi orqali ishlab chiqarilishi mumkin bo'lgan murakkab shaklli komponentni loyihalash.
Funktsional talablar:
Dizayn uchun barcha talablarni, shu jumladan xavfsizlik, ishlash yoki dizaynning ishonchliligini bajarish qiyin bo'lishi mumkin.
Misol uchun, foydalanuvchilarning xavfsizligini ta'minlash bilan birga, aniq to'xtash kuchini ta'minlaydigan tormoz tizimini loyihalash qiyin bo'lishi mumkin.
Dizaynni optimallashtirish:
Og'irlik, xarajat yoki samaradorlik kabi turli maqsadlarni muvozanatlashtiradigan eng yaxshi dizayn echimini topish oson emas.
Masalan, konstruktiv yaxlitlikka zarar bermasdan, tortishish va og'irlikni kamaytirish uchun samolyotning qanotlari dizaynini optimallashtirish murakkab tahlillar va iterativ dizayn texnikasini talab qiladi.
Tizimga integratsiya:
Turli komponentlar va quyi tizimlarni yagona dizaynga kiritish juda katta muammo bo'lishi mumkin.
Masalan, ko'plab komponentlarning harakatini tartibga soluvchi avtomobil osma tizimini loyihalash, qulaylik, barqarorlik va chidamlilik kabi omillarni tortish qiyinchiliklarga olib kelishi mumkin.
Dizayn iteratsiyasi:
Dizayn jarayonlari odatda dastlabki g'oyani takomillashtirish va takomillashtirish uchun bir nechta qayta ko'rib chiqish va takrorlashni o'z ichiga oladi.Dizayndagi o'zgarishlarni samarali va samarali qilish talab qilinadigan vaqt va mavjud mablag'lar nuqtai nazaridan qiyinchilik tug'diradi.
Masalan, foydalanuvchining ergonomikasi va estetikasini yaxshilaydigan bir qator takrorlash orqali iste'molchi buyumining dizaynini optimallashtirish.
Atrof-muhitga oid fikrlar:
Barqarorlikni loyihalashda integratsiyalash va binoning atrof-muhitga ta'sirini kamaytirish muhimroq bo'lib bormoqda.Funktsional jihatlar va qayta ishlash qobiliyati, energiya samaradorligi va emissiya kabi omillar o'rtasidagi muvozanat qiyin bo'lishi mumkin.Misol uchun, issiqxona gazlari chiqindilarini kamaytiradigan, lekin ishlashni buzmaydigan samarali dvigatelni loyihalash.
Ishlab chiqarishni loyihalash va yig'ish
Dizaynning vaqt va xarajat cheklovlari doirasida ishlab chiqarilishi va yig'ilishini ta'minlash qobiliyati muammo bo'lishi mumkin.
Masalan, murakkab mahsulotni yig'ishni soddalashtirish mehnat va ishlab chiqarish xarajatlarini kamaytiradi, shu bilan birga sifat standartlarini ta'minlaydi.
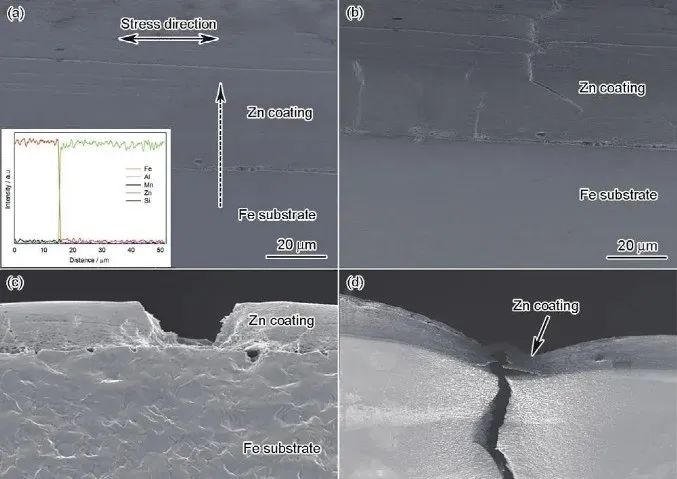
1. Muvaffaqiyatsizliklar mexanik qismlarning odatda singanligi, qattiq qoldiq deformatsiyasi, tarkibiy qismlarning yuzasiga zarar etkazilishi (korroziyaning aşınması, kontakt charchoqlari va eskirishlari) Oddiy ish muhitida aşınma va yıpranma tufayli buzilish.
2. Dizayn komponentlari oldindan belgilangan muddatda (mustahkamlik yoki qattiqlik, uzoq umr) va tizimli jarayon talablariga, iqtisodiy talablarga, past og'irlik talablariga va ishonchlilik talablariga javob bermasligini ta'minlash uchun talablarni o'z ichiga olishi kerak.
3. Komponentlar uchun dizayn mezonlari, shu jumladan mustahkamlik va qattiqlik mezonlari, hayot talablari, shuningdek tebranish barqarorligi mezonlari va ishonchlilik mezonlari.
4. Ehtiyot qismlarni loyihalash usullari: nazariy loyihalash, empirik loyihalash va model sinovini loyihalash.
5. Odatda mexanik komponentlar uchun metall materiallar, keramik materiallar, polimer materiallar va kompozit materiallar ishlatiladi.
6. Qismlarning mustahkamligi statik kuchlanish kuchiga, shuningdek, o'zgaruvchan kuchlanish kuchiga bo'linishi mumkin.
7. Stress nisbati: = -1 - siklik shakldagi simmetrik kuchlanish;r = 0 qiymati pulsatsiyalanuvchi siklik kuchlanishdir.
8. Miloddan avvalgi bosqich kuchlanish charchoq (past tsikli charchoq) CD cheksiz charchoq bosqichiga ishora deb ataladi, deb ishoniladi.D nuqtasidan keyingi chiziq segmenti namunaning cheksiz xizmat ko'rsatish darajasidir.D nuqtasi - doimiy charchoq chegarasi.
9. Charchagan qismlarning mustahkamligini oshirish strategiyalari stressning elementlarga ta'sirini kamaytiradi (yukni engillashtiradigan oluklar ochiq halqalar) Charchoqqa chidamliligi yuqori bo'lgan materiallarni tanlang va keyin issiqlik bilan ishlov berish usullarini va mustahkamligini oshiradigan mustahkamlash usullarini belgilang. materiallarni charchatdi.
10. Slayd ishqalanishi: Quruq ishqalanish chegaralari ishqalanish, suyuqlik ishqalanishi va aralash ishqalanish.
11. Komponentlarning eskirish jarayoni ishga kirish bosqichini, barqaror eskirish bosqichini va jiddiy eskirish bosqichini o'z ichiga oladi. Biz kirish vaqtini qisqartirishga, shuningdek barqaror eskirish muddatini uzaytirishga va eskirish ko'rinishini kechiktirishga harakat qilishimiz kerak. bu og'ir.
12. Aşınmaning tasnifi - yopishtiruvchi aşınma, abraziv aşınma va charchoq korroziya aşınması, eroziya aşınması va fretting aşınma.
13. Yog'larni to'rtta toifaga bo'lish mumkin, ular suyuq, gazli yarim qattiq, qattiq va suyuq yog'lar Kaltsiy asosidagi yog'lar, Nano-asosli Gres alyuminiy asosidagi yog'lar va litiy-asosli surtmalarga bo'linadi.
14. Oddiy ulanish iplari teng qirrali uchburchak shakli va mukammal o'z-o'zidan qulflash xususiyatlariga ega.to'rtburchaklar uzatish iplari boshqa iplarga qaraganda uzatishda yuqori ko'rsatkichlarni taklif qiladi.Trapezoidal uzatish iplari eng mashhur uzatish iplari qatoriga kiradi.
15. Odatda ishlatiladigan bog'lovchi iplar o'z-o'zidan qulflashni talab qiladi, shuning uchun odatda bitta ipli iplar qo'llaniladi.Transmissiya iplari uzatish uchun yuqori samaradorlikka muhtoj va shuning uchun uch yoki ikki ipli iplar tez-tez ishlatiladi.
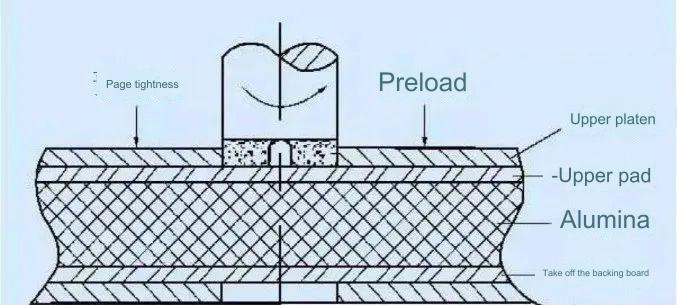
16. Muntazam murvatli ulanishlar (bog'langan komponentlar teshiklarni o'z ichiga oladi yoki raybalanadi) Ikki boshli tirgakli ulanishlar vintlardek, vintli ulanishlar, shuningdek o'rnatilgan ulanishlar bilan vintlardek.
17. Tishli ulanishlarni oldindan siqishning maqsadi ulanishning chidamliligi va mustahkamligini yaxshilash, yuklanganda ikki qism o'rtasidagi bo'shliqlarni yoki sirpanishni to'xtatishdir.Bo'shashgan kuchlanishli ulanishlar bilan bog'liq asosiy muammo, yuklangan holda spiral juftlikning bir-biriga nisbatan aylanishini to'xtatishdir.(Ishqalanishga qarshi bo'shashmaslik va bo'shashishni to'xtatish uchun mexanik, harakat va spiral juftning harakati o'rtasidagi aloqani olib tashlaydi)
18. Tishli ulanishlarning chidamliligini oshirish, charchoq murvatlarining mustahkamligiga ta'sir qiluvchi kuchlanish amplitudasini kamaytirish (murvatning qattiqligini kamaytirish yoki ulanishning qattiqligini oshirish).maxsus cnc qismlari) va iplar bo'ylab yukning notekis taqsimlanishini yaxshilash.stressni to'plashdan ta'sirni kamaytirish, shuningdek, eng samarali ishlab chiqarish jarayonini amalga oshirish.
19. Kalit ulanish turlari: yassi ulanish (har ikki tomon ham sirt sifatida ishlaydi) yarim doira kalitli aloqa xanjar kaliti ulanish kaliti tangensial burchak bilan.
20. Tasmali haydovchi ikki turga bo'linishi mumkin: to'r turi va ishqalanish turi.
21. Tasma uchun maksimal kuchlanish momenti uning tor qismi kasnakdan boshlanadi.Tasmada bitta inqilob davomida kuchlanish to'rt marta o'zgaradi.
22. V-kamar haydovchisining kuchlanishi: muntazam kuchlanish mexanizmi, avtomatik kuchlanish moslamasi va kuchlanish g'ildiragidan foydalanadigan kuchlanish moslamasi.
23. Rolikli zanjirdagi bog'lanishlar odatda toq sonda bo'ladi (tishli tishli tishlarning miqdori oddiy raqam bo'lmasligi mumkin).Agar rolikli zanjirda g'ayritabiiy raqamlar bo'lsa, unda ortiqcha havolalar qo'llaniladi.
24. Zanjir uzatgichni kuchlanishdan maqsad zanjirning bo'shashgan qirralari haddan tashqari ko'payib ketganda zanjir tebranishlari va to'r bilan bog'liq muammolarning oldini olish va tishli zanjir va zanjir o'rtasidagi bog'lanish burchagini kuchaytirishdan iborat.
25. Tishli uzatmalarning ishlamay qolish rejimlariga quyidagilar kiradi: viteslardagi tishlarning sinishi va tish yuzasida aşınma (ochiq viteslar) tish yuzasining chuqurlashishi (yopiq viteslar) tish yuzasi elimining va plastmassaning deformatsiyasi (g'ildirak g'ildiragidagi g'ildirak ustidagi yivlar). ).
26. Sirt qattiqligi 350HBS yoki 38HRS dan katta bo'lgan viteslar qattiq yuzli yoki qattiq yuzli yoki, agar ular bo'lmasa, yumshoq yuzli viteslar deb nomlanadi.
27. Ishlab chiqarishning aniqligini oshirish, aylanish tezligini kamaytirish uchun tishli diametrini kamaytirish dinamik yukni kamaytirishi mumkin.Dinamik yukni kamaytirish uchun vitesni kesish mumkin.Tishli tishlarini barabanga aylantirishdan maqsad tish uchi shakli mustahkamligini oshirishdir.yo'nalishli yuk taqsimoti.
28. Diametr koeffitsientining qo'rg'oshin burchagi qanchalik katta bo'lsa, samaradorlik qanchalik katta bo'lsa va o'z-o'zidan qulflash qobiliyati shunchalik kam bo'ladi.
29. Chuvalchangli mexanizmni harakatga keltirish kerak.Ko'chirilgandan so'ng, ko'rsatkich doirasi va chuvalchangning qadam doirasi mos keladi, ammo ko'rinib turibdiki, ikki qurt o'rtasidagi chiziq o'zgargan va uning qurt tishli ko'rsatkich doirasiga mos kelmaydi.
30. Chuvalchanglarni uzatishning buzilishi rejimlari, masalan, chuqurcha korroziyasi tish ildizining sinishi tish yuzasini yopishtirish va ortiqcha eskirish;Bu odatda chuvalchangli uzatmalarda sodir bo'ladi.
31. Yopiq chuvalchangli qo'zg'aysan to'rlarining aşınması va podshipniklarning eskirishi natijasida quvvat yo'qotilishi, shuningdek, yog 'chayqalishining yo'qolishi.cnc frezalash qismlariyog' hovuziga solingan moyni aralashtirib yuboradi.
32. Chuvalchangli haydovchi vaqt birligida hosil bo'ladigan energiya bir xil vaqt oralig'ida issiqlik tarqalishi bilan bir xil bo'lgan taxminga asoslanib, issiqlik balansi hisoblarini amalga oshirishi kerak.Qadamlar: Issiqlik moslamalarini o'rnating va issiqlik tarqalish maydonini oshiring va havo oqimini oshirish uchun milning uchlariga fanatlarni o'rnating va nihoyat, quti ichiga sirkulyator sovutish quvurlarini o'rnating.
33. Gidrodinamik moylashni rivojlantirishga imkon beruvchi shartlar: sirg'alib borayotgan ikkita sirt konvergent bo'lgan xanjar shaklidagi bo'shliqni hosil qiladi va yog 'plyonkasi bilan ajratilgan ikkita sirt etarli surma tezligiga ega bo'lishi kerak va ularning harakati. Yog 'moylash katta teshikdan kichikroqqa oqib o'tishi va moylash ma'lum bir yopishqoqlikka ega bo'lishi kerak va mavjud moy miqdori etarli bo'lishi kerak.
34. Rulmanlarning asosiy dizayni: tashqi halqa, ichki halqalar, gidravlik korpus va qafas.
35. 3 ta rulmanli konusli beshta rulmanli oltita chuqur yivli rulmanli etti burchakli rulmanli N silindrsimon rulmanlar mos ravishda 01, 02 va 03.D=10mm, 12mm 15mm, 17,mm 20mm d=20mm, 12 60mm ga ishora qiladi.
36. Asosiy xizmat muddati - bu rulmanlar to'plamidagi rulmanlarning 10% korroziyaga ta'sir qiladigan ish soatlari miqdori, lekin ularning 90% korroziyadan zarar ko'rmaydi. rulman.
37. Yukning asosiy dinamik ko'rsatkichi: agar qurilmaning ishlash muddati aniq 106 aylanish bo'lsa, rulman ko'tarishga qodir bo'lgan miqdor.
38. Rulman konfiguratsiyasi usuli: ikkita tayanch nuqtasining har biri bir yo'nalishda o'rnatiladi.har ikki yo'nalishda ham qo'zg'almas nuqta mavjud, boshqa tayanch nuqtasining uchi esa harakatdan mahrum.Ikkala tomon ham erkin harakat bilan yordam beradi.
39. Rulmanlar aylanuvchi milga (egilish vaqti va moment) va shpindelga (egilish momenti) va transmissiya miliga (moment) qo'llaniladigan yukga muvofiq tasniflanadi.
Anebon katta chegirmali maxsus aniqlikdagi 5 eksa CNC stanogi uchun "Sifat, albatta, biznesning hayoti va maqom uning ruhi bo'lishi mumkin" asosiy tamoyiliga sodiq qoladi.CNC ishlov berish qismi, Anebon biz xaridorlarga yuqori sifatli mahsulotlar va yechimlarni maqbul narxlarda, sotuvdan keyingi yuqori qo'llab-quvvatlashni taklif qilishimiz mumkinligiga amin.Va Anebon jonli uzoq masofani quradi.
Xitoy mutaxassisiXitoy CNC qismiva Metall ishlov berish qismlari, Anebon uyda va chet elda ko'plab mijozlarning ishonchini qozonish uchun yuqori sifatli materiallarga, mukammal dizaynga, mukammal mijozlarga xizmat ko'rsatishga va raqobatbardosh narxga tayanadi.Mahsulotlarning 95% gacha xorij bozorlariga eksport qilinadi.
Agar siz ko'proq bilmoqchi bo'lsangiz yoki narxlar haqida bilmoqchi bo'lsangiz, iltimos, murojaat qilinginfo@anebon.com
Xabar vaqti: 24-noyabr-2023