
Bevezetés:
Korábbi cikkeiben Anebon csapatunk alapvető mechanikai tervezési ismereteket osztott meg Önnel.Ma tovább tanuljuk a gépészeti tervezés kihívást jelentő fogalmait.
Melyek a mechanikai tervezési elvek fő akadályai?
A tervezés összetettsége:
A mechanikai tervezések általában összetettek, és megkövetelik, hogy a mérnökök különféle rendszereket, alkatrészeket és funkciókat kombináljanak.
Például kihívást jelent egy olyan sebességváltó megtervezése, amely hatékonyan adja át az erőt anélkül, hogy veszélyeztetné az olyan dolgokat, mint a méret és a súly, valamint a zaj.
Anyagválasztás:
Alapvető fontosságú a megfelelő anyag kiválasztása a tervezéshez, mivel ezek olyan tényezőket befolyásolnak, mint a tartósság, szilárdság és költség.
Például nem könnyű kiválasztani a megfelelő anyagot a repülőgépek hajtóművének nagy igénybevételű alkatrészeihez, mivel le kell nyomni a súlyt, miközben meg kell őrizni a szélsőséges hőmérsékletek elviselhetőségét.
Korlátok:
A mérnököknek olyan korlátok között kell dolgozniuk, mint az idő, a költségvetés és a rendelkezésre álló erőforrások.Ez korlátozhatja a terveket, és megfontolt kompromisszumok alkalmazását teheti szükségessé.
Például problémákat vethet fel egy hatékony fűtési rendszer tervezése, amely költséghatékony egy otthonra, és megfelel az energiahatékonysági követelményeknek.
A gyártás korlátai
A tervezőknek figyelembe kell venniük a gyártási módszerek és technikák korlátait a mechanikai tervek tervezésekor.Problémát jelenthet a tervezési szándék és a berendezések és folyamatok képességeinek egyensúlyba hozása.
Például egy összetett alakú alkatrész tervezése, amelyet csak drága gépi vagy additív gyártási technikákkal lehet előállítani.
Funkcionális követelmények:
A tervezéssel kapcsolatos összes követelmény teljesítése, beleértve a biztonságot, a teljesítményt vagy a tervezés megbízhatóságát, nehéz lehet.
Kihívást jelenthet például olyan fékrendszer megtervezése, amely pontos fékerőt biztosít, miközben a felhasználók biztonságát is biztosítja.
Tervezés optimalizálás:
Nem könnyű megtalálni a legjobb tervezési megoldást, amely egyensúlyban tartja a sok különböző célt, beleértve a súlyt, a költségeket vagy a hatékonyságot.
Például egy repülőgép szárnyak kialakításának optimalizálása a légellenállás és a tömeg csökkentése érdekében a szerkezeti integritás károsítása nélkül kifinomult elemzéseket és iteratív tervezési technikákat igényel.
Integráció a rendszerbe:
A különböző komponensek és alrendszerek egységes tervezésbe foglalása óriási problémát jelenthet.
Például egy autó felfüggesztési rendszerének megtervezése, amely számos alkatrész mozgását szabályozza, miközben az olyan mérlegelési tényezők, mint a kényelem, a stabilitás és az állóképesség nehézségeket okozhat.
Tervezési iteráció:
A tervezési folyamatok általában több felülvizsgálatot és iterációt foglalnak magukban, hogy finomítsák és javítsák az eredeti ötletet.A tervezési változtatások hatékony és eredményes végrehajtása kihívást jelent mind az időigény, mind a rendelkezésre álló források tekintetében.
Például egy fogyasztási cikk kialakításának optimalizálása olyan iterációk sorozatával, amelyek javítják a felhasználó ergonómiáját és esztétikáját.
Környezetvédelmi szempontok:
Egyre fontosabbá válik a fenntarthatóság beépítése a tervezésbe és az épület környezeti hatásainak csökkentése.Nehéz lehet egyensúlyt teremteni a funkcionális szempontok és az olyan tényezők között, mint az újrahasznosítási képesség, az energiahatékonyság és a kibocsátás.Például olyan hatékony motor tervezése, amely csökkenti az üvegházhatású gázok kibocsátását, de nem veszélyezteti a teljesítményt.
Gyártható tervezés és összeszerelés
Problémát jelenthet annak biztosítása, hogy a tervezést az idő- és költségkorlátokon belül legyártják és összeállítják.
Például egy bonyolult termék összeszerelésének egyszerűsítése csökkenti a munkaerő- és gyártási költségeket, miközben biztosítja a minőségi szabványokat.
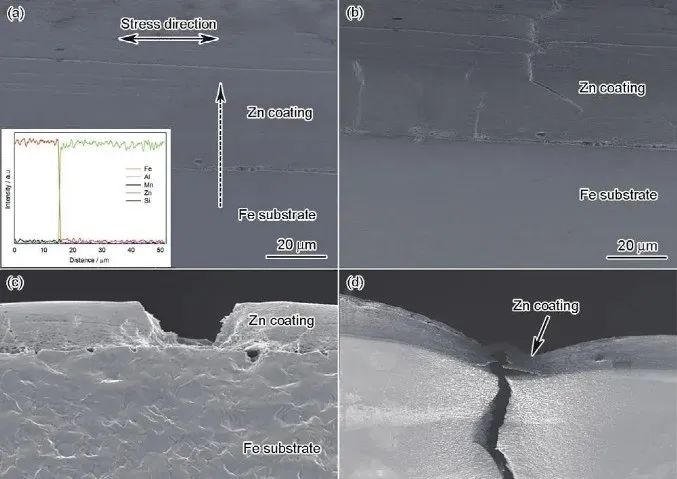
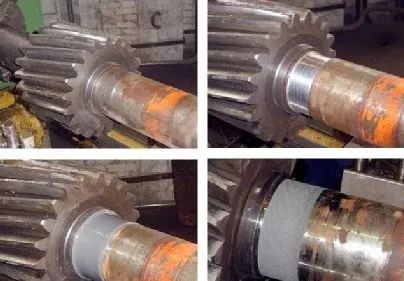
1. A meghibásodások a mechanikai alkatrészek általában törése, súlyos visszamaradt deformáció, az alkatrészek felületének károsodása (korróziós kopás, érintkezési kifáradás és kopás) következményei.
2. A tervezési alkatrészeknek meg kell felelniük a követelményeknek, amelyek biztosítják, hogy előre meghatározott élettartamuk időkeretén belül ne tönkremenjenek (szilárdság vagy merevség, hosszú élettartam), valamint a szerkezeti folyamatokkal szemben támasztott követelményeknek meg kell felelniük a gazdasági követelményeknek, a kis tömeg követelményeinek és a megbízhatósági követelményeknek.
3. Az alkatrészek tervezési kritériumai, beleértve a szilárdsági és merevségi kritériumokat, az élettartamra vonatkozó követelményeket, valamint a rezgésstabilitási kritériumokat és a megbízhatóság kritériumait.
4. Alkatrésztervezési módszerek: elméleti tervezés, empirikus tervezés és modellvizsgálati tervezés.
5. A mechanikai alkatrészekhez általánosan használt fém anyagok, kerámia anyagok, polimer anyagok, valamint kompozit anyagok.
6. Az alkatrészek szilárdsága statikus feszültségszilárdságra, valamint változó feszültségszilárdságra osztható.
7. Feszültségarány: = -1 szimmetrikus feszültség ciklikus formában;az r = 0 érték a pulzáló ciklikus feszültség.
8. Úgy gondolják, hogy a BC-stádiumot strain fatigue-nak (alacsony ciklusú fáradtságnak) nevezik. A CD a végtelen fáradtság szakaszára utal.A D pontot követő szakasz a próbatest végtelen élettartam-meghibásodási szintje.A D pont az állandó kifáradás határa.
9. A kifáradt alkatrészek szilárdságának javítását célzó stratégiák csökkentik a feszültség hatását az elemekre (terhelésmentesítő hornyok nyitott gyűrűk) Válasszon olyan anyagokat, amelyeknek nagy a kifáradási szilárdsága, majd határozzák meg a hőkezelési módszereket és a szilárdságot növelő erősítési technikákat. kimerítette az anyagokat.
10. Csúszósúrlódás: A száraz súrlódás határolja a súrlódásokat, a folyadéksúrlódást és a vegyes súrlódást.
11. Az alkatrészek kopási folyamata magában foglalja a bejáratási szakaszt, a stabil kopási szakaszt és a súlyos kopás szakaszát. Törekedni kell a bejáratási idő csökkentésére, valamint a stabil kopás időtartamának meghosszabbítására és a kopás megjelenésének késleltetésére. ez súlyos.
12. A kopás osztályozása ragasztókopás, kopásos kopás és kifáradási korróziós kopás, eróziós kopás és kopásos kopás.
13. A kenőanyagok négy kategóriába sorolhatók: folyékony, gáz, félszilárd, szilárd és folyékony zsírok: kalcium alapú zsírok, nanoalapú zsír alumínium alapú zsírok és lítium alapú zsírok.
14. A normál csatlakozómenetek egyenlő oldalú háromszög alakúak és kiváló önzáró tulajdonságokkal rendelkeznek.A téglalap alakú erőátviteli menetek nagyobb teljesítményt nyújtanak az átvitelben, mint más menetek.A trapéz alakú erőátviteli menetek a legnépszerűbb átviteli menetek közé tartoznak.
15. Az általánosan használt összekötő menetek önreteszelést igényelnek, ezért általában egymenetes meneteket alkalmaznak.Az átviteli meneteknek nagy hatékonyságra van szükségük az átvitelhez, ezért gyakran használnak három vagy kétmenetes menetet.
16. Szabályos csavarkötések (a csatlakoztatott alkatrészek tartalmazzák az átmenő furatokat vagy dörzsöltek) Kétfejű csapos csatlakozások csavarok, csavaros csatlakozások, valamint csavarok rögzített csatlakozásokkal.
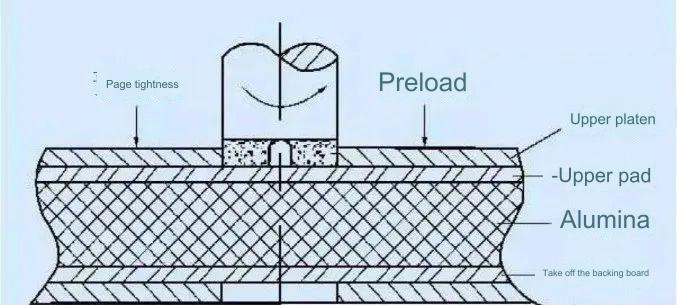
17. A menetes csatlakozások előfeszítésének célja a csatlakozás tartósságának és szilárdságának javítása, valamint a terheléskor a két rész közötti hézagok vagy elcsúszás megakadályozása.A laza feszítőcsatlakozásokkal az elsődleges probléma az, hogy megakadályozzák a spirálpár egymáshoz képesti elfordulását terhelés közben.(Súrlódásgátló és mechanikus a kilazulás megállítására, megszüntetve a kapcsolatot a spirálpár mozgása és mozgása között)
18. Növelje a menetes csatlakozások tartósságát, csökkentse a feszültség amplitúdóját, amely befolyásolja a fárasztó csavarok szilárdságát (csökkenti a csavar merevségét, vagy növeli a csatlakozás merevségétegyedi cnc alkatrészek) és javítja a terhelés egyenetlen eloszlását a meneteken.csökkenti a stressz-felhalmozódás hatását, valamint a leghatékonyabb gyártási eljárást valósíthatja meg.
19. Kulcscsatlakozás típusai: lapos csatlakozás (mindkét oldal felületként működik) félkör alakú kulcscsatlakozás ékkulcsos csatlakozás érintőleges szögű kulcscsatlakozás.
20. A szíjhajtás két típusra osztható: rácsos és súrlódó típusú.
21. A szíj maximális igénybevételének pillanata az, amikor a keskeny része a szíjtárcsánál kezdődik.A szíj feszültsége négyszer változik egy fordulat során.
22. Az ékszíjhajtás feszítése: Szabályos feszítőmechanizmus, automatikus feszítőszerkezet, valamint feszítőkereket használó feszítőszerkezet.
23. A görgős lánc láncszemei jellemzően páratlan számúak (a lánckerékben lévő fogak száma nem lehet szabályos).Ha a görgős láncnak természetellenes számai vannak, akkor túl sok láncszemet alkalmaznak.
24. A lánchajtás megfeszítésének célja, hogy elkerülje a láncszemproblémákat és a láncrezgést, amikor a lánc laza élei túlságosan erőssé válnak, valamint növelje a lánckerék és a lánc közötti kapcsolódási szöget.
25. A fogaskerekek meghibásodási módjai a következők: fogtörés a fogaskerekekben és a fogfelület kopása (nyitott fogaskerekek) a fog felületének begödörödése (zárt fogaskerekek) a fogfelület ragasztása és a műanyag deformációja (bordák a kerék hajtott hornyokon a hajtókeréken ).
26. Azokat a fogaskerekeket, amelyek felületi keménysége nagyobb, mint 350HBS vagy 38HRS, kemény vagy kemény felületű fogaskerekeknek, vagy ha nem, akkor puha felületű fogaskerekeknek nevezzük.
27. A gyártási pontosság növelése, a fogaskerék átmérőjének csökkentése a forgási sebesség csökkentése érdekében csökkentheti a dinamikus terhelést.A dinamikus terhelés csökkentése érdekében a fogaskereket le lehet vágni.A fogaskerék fogai dobba forgatásának célja a foghegy alakjának szilárdságának növelése.irányított terheléseloszlás.
28. Minél nagyobb az átmérő együttható vezetési szöge, annál nagyobb a hatásfok, és annál kisebb az önzáró képesség.
29. A csigakereket mozgatni kell.Az elmozdulás után az indexkör és a csiga osztásköre egyezik, azonban látható, hogy a két csiga közötti vonal megváltozott, és nem egyezik csigakerékének indexkörével.
30. A féregátvitel meghibásodási módjai, mint például a lyukkorróziós foggyökér eltörik a fog felületének ragasztását és a túlzott kopást;ez általában így van a csigakerekeken.
31. Teljesítményveszteség a zárt csigahajtás hálójának kopása és a csapágyak kopása, valamint a kifröccsenő olaj elvesztése, mint acnc maró alkatrészekamelyeket az olajmedencébe helyeznek, keverje fel az olajat.
32. A csigahajtásnak hőmérleg-számításokat kell végeznie azon a feltételezésen alapulva, hogy az egységnyi idő alatt megtermelt energia megegyezik az ugyanabban az időszakban keletkező hőelvezetéssel.Teendők: Szereljen be hűtőbordákat, és növelje a hőelvezetési területet, és szereljen be ventilátorokat az akna végeire a levegő áramlásának növelése érdekében, végül szereljen be keringető hűtővezetékeket a dobozba.
33. A hidrodinamikus kenés kialakulását lehetővé tevő feltételek: két csúszó felület egy ék alakú rést képez, amely konvergens, és az olajfilm által elválasztott két felületnek megfelelő csúszási sebességgel kell rendelkeznie, és mozgásuknak lehetővé kell tennie a A kenőolaj a nagy nyíláson keresztül a kisebbbe folyjon, a kenésnek pedig bizonyos viszkozitásúnak kell lennie, és a rendelkezésre álló olajmennyiségnek megfelelőnek kell lennie.
34. A gördülőcsapágyak alapvető kialakítása: külső gyűrű, belső gyűrűk, hidraulikus test és ketrec.
35. 3 kúpos görgős csapágy öt nyomócsapágy hat mélyhornyú golyóscsapágy hét ferde csapágy N hengergörgős csapágy 01, 02 és 03.D=10mm, 12mm 15mm, 17,mm a 20mm-re d=20mm, a 12 pedig 60mm-re utal.
36. Az alapélettartam az az üzemórák száma, amikor egy csapágykészleten belül a csapágyak 10%-át érinti lyukkorrózió, de 90%-uk nem szenved lyukas korróziós károsodást. csapágy.
37. Alapvető dinamikus terhelés: az a mennyiség, amelyet a csapágy elbír abban az esetben, ha az egység alapvető élettartama pontosan 106 fordulat.
38. A csapágyak kialakításának módja: két, egy irányban rögzített támaszpont mindegyike.mindkét irányban van egy fix pont, míg a másik támaszpont vége mozgásmentes.Mindkét oldalt szabad mozgás segíti.
39. A csapágyakat a forgó tengelyre (hajlítási idő és nyomaték) és az orsóra (hajlítási nyomaték) és a hajtótengelyre (nyomaték) gyakorolt terhelés szerint osztályozzák.
Az Anebon ragaszkodik ahhoz az alapelvhez, hogy „A minőség egyértelműen az üzlet élete, és a státusz lehet a lelke” a nagy kedvezménnyel egyedi precíziós 5 tengelyes CNC esztergagépekhezCNC megmunkált alkatrész, az Anebon bízik abban, hogy kiváló minőségű termékeket és megoldásokat kínálunk kedvező áron, kiváló értékesítés utáni támogatást a vásárlók számára.Az Anebon pedig lendületes hosszú távot fog építeni.
kínai profiKínai CNC alkatrészés fémmegmunkáló alkatrészek, az Anebon kiváló minőségű anyagokra, tökéletes tervezésre, kiváló ügyfélszolgálatra és versenyképes árra támaszkodik, hogy elnyerje sok ügyfél bizalmát itthon és külföldön.A termékek 95%-át tengerentúli piacokra exportálják.
Ha többet szeretne megtudni, vagy érdeklődni szeretne az árakról, forduljon bizalommalinfo@anebon.com
Feladás időpontja: 2023. november 24