
Ievads:
Iepriekšējos rakstos mūsu Anebon komanda ir dalījusies ar jums pamata zināšanām par mehānisko dizainu.Šodien mēs tālāk apgūsim sarežģītos jēdzienus mehāniskajā dizainā.
Kādi ir galvenie šķēršļi mehāniskās projektēšanas principiem?
Dizaina sarežģītība:
Mehāniskās konstrukcijas parasti ir sarežģītas, un inženieriem ir jāapvieno dažādas sistēmas, komponenti un funkcijas.
Piemēram, ir izaicinājums izveidot pārnesumkārbu, kas efektīvi pārnes jaudu, neapdraudot citas lietas, piemēram, izmēru un svaru, kā arī troksni.
Materiālu izvēle:
Dizainam ir svarīgi izvēlēties pareizo materiālu, jo tie ietekmē tādus faktorus kā izturība, izturība un izmaksas.
Piemēram, nav viegli izvēlēties piemērotu materiālu gaisa kuģa dzinēja lielas slodzes komponentei, jo ir nepieciešams samazināt svaru, vienlaikus saglabājot spēju izturēt ārkārtējas temperatūras.
Ierobežojumi:
Inženieriem ir jāstrādā tādos ierobežojumos kā laiks, budžets un pieejamie resursi.Tas varētu ierobežot dizainu un radīt vajadzību izmantot saprātīgus kompromisus.
Piemēram, efektīvas apkures sistēmas projektēšana, kas ir rentabla mājai un joprojām atbilst energoefektivitātes prasībām, var radīt problēmas.
Ražošanas ierobežojumi
Izstrādājot mehāniskās konstrukcijas, dizaineriem ir jāņem vērā to ražošanas metožu un metožu ierobežojumi.Projektēšanas ieceres līdzsvarošana ar iekārtu un procesu iespējām varētu būt problēma.
Piemēram, sarežģītas formas komponentu projektēšana, ko var ražot tikai ar dārgu mašīnu vai piedevu ražošanas metodēm.
Funkcionālās prasības:
Var būt grūti izpildīt visas konstrukcijas prasības, tostarp drošību, veiktspēju vai konstrukcijas uzticamību.
Piemēram, bremžu sistēmas projektēšana, kas nodrošina precīzu bremzēšanas spēku, vienlaikus nodrošinot arī lietotāju drošību, var būt izaicinājums.
Dizaina optimizācija:
Nav viegli atrast labāko dizaina risinājumu, kas līdzsvaro daudzus dažādus mērķus, tostarp svaru, izmaksas vai efektivitāti.
Piemēram, lai optimizētu gaisa kuģa spārnu konstrukciju, lai samazinātu pretestību un svaru, nesabojājot konstrukcijas integritāti, ir nepieciešama sarežģīta analīze un iteratīvas projektēšanas metodes.
Integrācija sistēmā:
Dažādu komponentu un apakšsistēmu iekļaušana vienotā dizainā varētu būt milzīga problēma.
Piemēram, automobiļa piekares sistēmas projektēšana, kas regulē daudzu komponentu kustību, savukārt svēršanas faktori, piemēram, komforts, stabilitāte un izturība, var radīt grūtības.
Dizaina iterācija:
Projektēšanas procesi parasti ietver vairākas pārskatīšanas un iterācijas, lai precizētu un uzlabotu sākotnējo ideju.Efektīva dizaina izmaiņu veikšana ir izaicinājums gan nepieciešamā laika, gan pieejamo līdzekļu ziņā.
Piemēram, patēriņa preces dizaina optimizēšana, veicot vairākas iterācijas, kas uzlabo lietotāja ergonomiku un estētiku.
Apsvērumi saistībā ar vidi:
Ilgtspējības integrēšana projektā un ēkas ietekmes uz vidi samazināšana kļūst arvien svarīgāka.Līdzsvars starp funkcionāliem aspektiem un tādiem faktoriem kā otrreizējās pārstrādes spēja, energoefektivitāte un emisijas varētu būt sarežģīts.Piemēram, izstrādāt efektīvu dzinēju, kas samazina siltumnīcefekta gāzu emisijas, bet neapdraud veiktspēju.
Izgatavojamības projektēšana un montāža
Problēma var būt spēja nodrošināt, ka dizains tiks izgatavots un samontēts laika un izmaksu ierobežojumu ietvaros.
Piemēram, vienkāršojot sarežģīta produkta montāžu, samazināsies darbaspēka un ražošanas izmaksas, vienlaikus nodrošinot kvalitātes standartus.
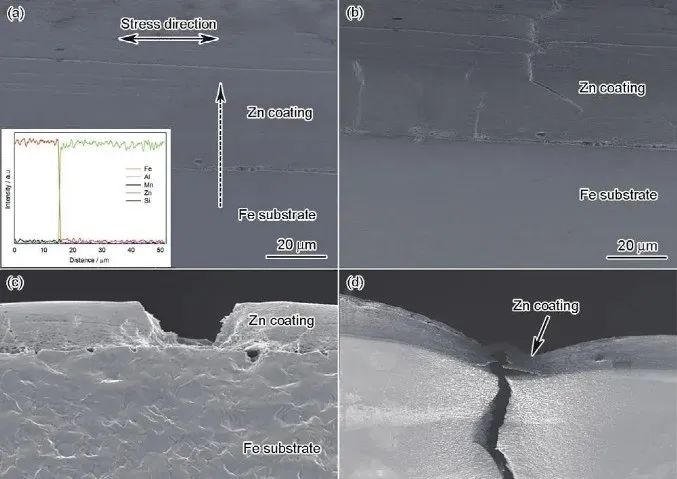
1. Bojājumi rodas mehānisko komponentu vispārēju lūzumu, nopietnu atlikušo deformāciju, detaļu virsmas bojājumu (korozijas nodiluma, kontakta noguruma un nodiluma) rezultātā. Kļūmes, ko izraisa nodilums normālā darba vidē.
2. Dizaina komponentiem ir jāatbilst arī prasībām, lai nodrošinātu, ka tās nebojājas to iepriekš noteiktā mūža laikā (stiprums vai stingrība, ilgmūžība) un strukturālās procesa prasības ekonomiskajām prasībām, maza svara prasībām un uzticamības prasībām.
3. Detaļu konstrukcijas kritēriji, tostarp izturības un stingrības kritēriji, kalpošanas laika prasības, kā arī vibrācijas stabilitātes kritēriji un uzticamības kritēriji.
4. Detaļu projektēšanas metodes: teorētiskā projektēšana, empīriskā projektēšana un modeļu testa projektēšana.
5. Mehāniskām sastāvdaļām parasti izmanto metāla materiālus, keramikas materiālus, polimērmateriālus, kā arī kompozītmateriālus.
6. Detaļu izturību var iedalīt statiskā sprieguma stiprībā, kā arī mainīgā sprieguma stiprībā.
7. Sprieguma attiecība: = -1 ir simetrisks spriegums cikliskā formā;r = 0 vērtība ir cikliskais spriegums, kas pulsē.
8. Tiek uzskatīts, ka BC stadiju sauc par spriedzes nogurumu (zema cikla nogurumu). CD attiecas uz bezgalīga noguruma stadiju.Līnijas segments aiz punkta D ir parauga bezgalīgais ekspluatācijas atteices līmenis.Punkts D ir pastāvīgā noguruma robeža.
9. Nogurušo detaļu stiprības uzlabošanas stratēģijas samazina sprieguma ietekmi uz elementiem (slodzes atvieglošanas rievas atver gredzenus) Izvēlieties materiālus, kuriem ir augsta noguruma izturība, un pēc tam norādiet termiskās apstrādes metodes un stiprināšanas paņēmienus, kas palielina detaļu izturību. nogurdināja materiālus.
10. Slīdēšanas berze: sausā berze ierobežo berzi, šķidruma berzi un jaukto berzi.
11. Komponentu nodiluma process ietver iestrādes stadiju, stabila nodiluma stadiju un nopietna nodiluma stadiju. Mums jācenšas saīsināt iestrādes laiku, kā arī pagarināt stabilā nodiluma periodu un atlikt nodiluma parādīšanos. tas ir smagi.
12. Nodiluma klasifikācija ir adhezīvs nodilums, abrazīvs nodilums un noguruma korozijas nodilums, erozijas nodilums un nodilums.
13. Smērvielas var klasificēt četrās kategorijās, proti, šķidrās, gāzveida puscietās, cietās un šķidrās smērvielas, kas tiek klasificētas kā smērvielas uz kalcija bāzes, smērvielas uz nano bāzes alumīnija bāzes un smērvielas uz litija bāzes.
14. Parastajām savienojuma vītnēm ir vienādmalu trīsstūra forma un lieliskas pašbloķēšanās īpašības.Taisnstūrveida transmisijas vītnes nodrošina lielāku veiktspēju transmisijā nekā citas vītnes.Trapecveida transmisijas vītnes ir vienas no populārākajām transmisijas vītnēm.
15. Parasti izmantotajām savienojošām vītnēm ir nepieciešama pašbloķēšana, tāpēc parasti izmanto viena vītnes vītnes.Transmisijas vītnēm ir nepieciešama augsta transmisijas efektivitāte, tāpēc bieži tiek izmantotas trīsvītņu vai divpavedienu vītnes.
16. Regulāri bultskrūvju savienojumi (savienotajās detaļās ir caurumi caurumi vai ir rīvēti) Divgalvu tapu savienojumu skrūves, skrūvju savienojumi, kā arī skrūves ar iestatītajiem savienojumiem.
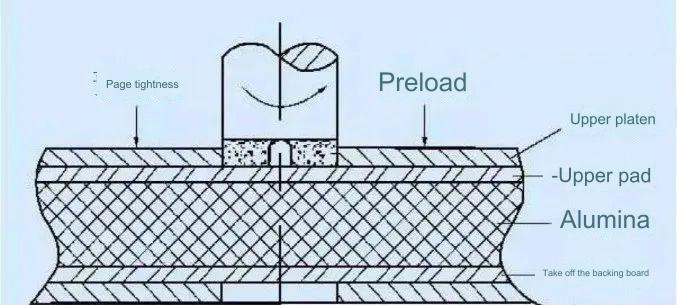
17. Vītņoto savienojumu iepriekšējas pievilkšanas mērķis ir uzlabot savienojuma izturību un izturību, kā arī novērst spraugas vai slīdēšanu starp abām daļām, kad tās ir noslogotas.Galvenā problēma ar spriegošanas savienojumiem, kas ir vaļīgi, ir novērst spirālveida pāra griešanos vienam pret otru, kamēr tas ir noslogots.(Berzes pretatslābināšanās un mehāniska, lai apturētu atslābšanu, noņemot saikni starp kustību un spirālveida pāra kustību)
18. Palieliniet vītņoto savienojumu izturību, samaziniet sprieguma amplitūdu, kas ietekmē noguruma skrūvju izturību (samazināt skrūves stingrību vai palielināt savienojuma stingrībupielāgotas cnc daļas) un uzlabo nevienmērīgu slodzes sadalījumu pa vītnēm.samazināt stresa uzkrāšanās radīto efektu, kā arī ieviest visefektīvāko ražošanas procedūru.
19. Atslēgas savienojuma veidi: plakanais savienojums (abas puses darbojas kā virsma) pusapaļas atslēgas savienojums ķīļveida atslēgas savienojuma atslēgas savienojums ar tangenciālo leņķi.
20. Siksnas piedziņu var iedalīt divos veidos: sietveida un berzes tipa.
21. Maksimālā sprieguma moments siksnai ir tad, kad tās šaurā daļa sākas pie skriemeļa.Viena siksnas apgrieziena laikā spriegums mainās četras reizes.
22. Ķīļsiksnas piedziņas nospriegošana: regulārs spriegošanas mehānisms, automātiskā spriegošanas ierīce un spriegošanas ierīce, kas izmanto spriegošanas riteni.
23. Rullīšu ķēdes posmi parasti ir nepāra skaitā (zobu skaits ķēdes ratā var nebūt parasts skaitlis).Ja rullīšu ķēdei ir nedabiski numuri, tiek izmantoti pārmērīgi savienojumi.
24. Ķēdes piedziņas nospriegošanas mērķis ir novērst saķeres problēmas un ķēdes vibrāciju, kad ķēdes vaļīgās malas kļūst pārāk daudz, un palielināt saķeres leņķi starp ķēdes ratu un ķēdi.
25. Pārnesumu atteices režīmi ietver: zoba lūšanu zobratos un zoba virsmas nodilumu (atvērtie zobrati) zoba virsmas iedobumu (slēgtie zobrati) zoba virsmas līmi un plastmasas deformāciju (izciļņi uz riteņa piedziņas rievām uz piedziņas riteņa ).
26. Zobrati, kuru virsmas cietība ir lielāka par 350HBS vai 38HRS, ir zināmi kā zobrati ar cieto vai cieto virsmu vai, ja tādi nav, ar mīkstu virsmu.
27. Ražošanas precizitātes uzlabošana, zobrata diametra samazināšana, lai samazinātu griešanās ātrumu, varētu samazināt dinamisko slodzi.Lai samazinātu dinamisko slodzi, pārnesumu var nogriezt.Zobu zobu pārvēršanas cilindrā mērķis ir palielināt zoba gala formas izturību.virziena slodzes sadalījums.
28. Jo lielāks ir diametra koeficienta virziena leņķis, jo lielāka efektivitāte un mazāka pašbloķēšanās spēja.
29. Jāpārvieto tārpa zobrats.Pēc pārvietošanas indeksa aplis, kā arī tārpa soļa aplis sakrīt, tomēr ir redzams, ka līnija starp diviem tārpiem ir mainījusies un neatbilst tā tārpa zobrata indeksa aplim.
30. Tārpu transmisijas atteices režīmi, piemēram, punktveida korozija zoba saknes lūzums zoba virsmas līmēšana un pārmērīgs nodilums;tas parasti notiek tārpu pārnesumos.
31. Jaudas zudumi no slēgta tārpu piedziņas tīkla nodiluma un gultņu nodiluma, kā arī eļļas šļakatu zudumscnc frēzēšanas sastāvdaļaskas tiek ievietoti eļļas baseinā, samaisiet eļļu.
32. Tārpu piedziņai jāveic termiskā bilances aprēķini, pamatojoties uz pieņēmumu, ka laika vienībā saražotā enerģija ir tāda pati kā siltuma izkliede tajā pašā laika periodā.Veicamās darbības: uzstādiet siltuma izlietnes un palieliniet siltuma izkliedes laukumu un uzstādiet ventilatorus vārpstas galos, lai palielinātu gaisa plūsmu, un, visbeidzot, kastē uzstādiet cirkulācijas sūkņa dzesēšanas cauruļvadus.
33. Apstākļi, kas ļauj attīstīt hidrodinamisko eļļošanu: divas slīdošās virsmas veido ķīļveida spraugu, kas ir saplūstoša, un abām virsmām, kuras atdala eļļas plēve, ir jābūt ar pietiekamu slīdēšanas ātrumu un to kustībai ir jāļauj eļļas eļļošanai, lai caur lielo atveri ieplūstu mazākā, un eļļošanai jābūt ar noteiktu viskozitāti, un pieejamās eļļas daudzumam jābūt atbilstošam.
34. Ritošo gultņu pamatkonstrukcija: ārējais gredzens, iekšējie gredzeni, hidrauliskais korpuss un būris.
35. 3 rullīšu gultņi konusveida pieci vilces gultņi seši dziļo rievu lodīšu gultņi septiņi leņķa kontakta gultņi N cilindriskie rullīšu gultņi attiecīgi 01, 02 un 03.D = 10 mm, 12 mm 15 mm, 17, mm attiecas uz 20 mm ir d = 20 mm, 12 ir atsauce uz 60 mm.
36. Pamata kalpošanas laiks ir darba stundu skaits, kurā 10% no gultņu komplekta gultņiem ir skārusi punktkorozija, bet 90% no tiem necieš no punktkorozijas bojājumiem, tiek uzskatīts par ilgmūžību konkrētajam. gultnis.
37. Slodzes fundamentālais dinamiskais rādītājs: gultnis spēj izturēt, ja iekārtas pamatdarba ilgums ir tieši 106 apgriezieni.
38. Gultņu konfigurācijas metode: katrs no diviem atbalsta punktiem, kas fiksēti vienā virzienā.abos virzienos ir fiksēts punkts, savukārt otra atbalsta punkta gals nekustas.Abām pusēm palīdz brīva kustība.
39. Gultņi tiek iedalīti kategorijās atbilstoši slodzei, kas tiek pielietota rotējošajai vārpstai (lieces laiks un griezes moments) un vārpstai (lieces moments) un transmisijas vārpstai (griezes moments).
Anebon pieturas pie pamatprincipa “Kvalitāte noteikti ir uzņēmuma dzīve, un statuss var būt tā dvēsele”, lai iegūtu lielas atlaides pielāgotas precizitātes 5 ass CNC virpaiCNC mehāniskā daļa, Anebon ir pārliecināti, ka mēs varam piedāvāt augstas kvalitātes produktus un risinājumus par saprātīgu cenu, izcilu pēcpārdošanas atbalstu pircējiem.Un Anebon veidos dinamisku ilgtermiņā.
Ķīniešu profesionālisĶīnas CNC daļaun metālapstrādes daļas, Anebon paļaujas uz augstas kvalitātes materiāliem, perfektu dizainu, lielisku klientu apkalpošanu un konkurētspējīgu cenu, lai iegūtu daudzu klientu uzticību gan mājās, gan ārvalstīs.Līdz 95% produkcijas tiek eksportēta uz ārzemju tirgiem.
Ja vēlaties uzzināt vairāk vai interesēties par cenām, lūdzu, sazinietiesinfo@anebon.com
Izlikšanas laiks: 2023. gada 24. novembris