
پیژندنه:
په تیرو مقالو کې ، زموږ د انیبون ټیم تاسو سره د میخانیکي ډیزاین لومړني پوهه شریکه کړې.نن ورځ به موږ په میخانیکي ډیزاین کې ننګونکي مفکورې نور هم زده کړو.
د میخانیکي ډیزاین اصولو اصلي خنډونه کوم دي؟
د ډیزاین پیچلتیا:
میخانیکي ډیزاینونه معمولا پیچلي وي، او انجینرانو ته اړتیا لري چې مختلف سیسټمونه، اجزاوې او دندې سره یوځای کړي.
د مثال په توګه، د ګیربکس ډیزاین کول چې په اغیزمنه توګه د نورو شیانو لکه اندازې او وزن او شور سره موافقت پرته بریښنا لیږدوي یوه ننګونه ده.
د موادو انتخاب:
ستاسو د ډیزاین لپاره د سم موادو غوره کول اړین دي، ځکه چې دوی په فکتورونو لکه پایښت، ځواک، او لګښت اغیزه کوي.
د مثال په توګه، د الوتکې لپاره د انجن د لوړ فشار لرونکي برخې لپاره د مناسب موادو غوره کول اسانه ندي ځکه چې د وزن کمولو اړتیا په داسې حال کې چې د تودوخې د تودوخې برداشت کولو وړتیا ساتل کیږي.
محدودیتونه:
انجینران باید په محدودیتونو لکه وخت، بودیجه او شته منابعو کې کار وکړي.دا کولی شي ډیزاین محدود کړي او د قضایي سوداګرۍ کارولو ته اړتیا ولري.
د مثال په توګه، د یو اغیزمن تودوخې سیسټم ډیزاین کول چې د کور لپاره ارزانه وي او بیا هم د انرژۍ د موثریت اړتیاوو سره مطابقت کولی شي ستونزې رامینځته کړي.
په تولید کې محدودیتونه
ډیزاینران باید د میخانیکي ډیزاین ډیزاین کولو په وخت کې د تولید میتودونو او تخنیکونو کې د دوی محدودیتونه په پام کې ونیسي.د تجهیزاتو او پروسو وړتیاو سره د ډیزاین ارادې توازن کې ستونزه کیدی شي.
د مثال په توګه، د پیچلي شکل لرونکي اجزا ډیزاین کول چې یوازې د ګران ماشین یا اضافي تولید تخنیکونو له لارې تولید کیدی شي.
کاري اړتیاوې:
د ډیزاین لپاره د ټولو اړتیاو پوره کول، په شمول د خوندیتوب، فعالیت، یا د ډیزاین اعتبار، ممکن ستونزمن وي.
د مثال په توګه، د بریک سیسټم ډیزاین کول چې دقیق ودرولو ځواک چمتو کوي، پداسې حال کې چې د کاروونکو خوندیتوب ډاډمن کول یوه ننګونه کیدی شي.
ډیزاین اصلاح کول:
د غوره ډیزاین حل موندل چې د وزن، لګښت، یا موثریت په شمول ډیری مختلف اهداف توازن کوي، اسانه ندي.
د بیلګې په توګه، د الوتکې د وزرونو ډیزاین ته وده ورکول د ډریګ او وزن کمولو لپاره، پرته له دې چې ساختماني بشپړتیا ته زیان ورسوي، پیچلي تحلیلونو او تکراري ډیزاین تخنیکونو ته اړتیا لري.
په سیسټم کې ادغام:
په یو متحد ډیزاین کې د مختلف برخو او فرعي سیسټمونو شاملول یوه لویه مسله کیدی شي.
د مثال په توګه، د موټرو د تعلیق سیسټم ډیزاین کول چې د ډیری برخو حرکت تنظیموي، پداسې حال کې چې د وزن فکتورونه لکه آرام، ثبات او برداشت کولی شي ستونزې رامنځته کړي.
ډیزاین تکرار:
د ډیزاین پروسې معمولا ډیری بیاکتنې او تکرارونه شامل دي ترڅو په ابتدايي مفکوره کې اصلاح او ښه کړي.د ډیزاین بدلونونه په اغیزمنه او اغیزمنه توګه د اړتیا وړ وخت او د شته فنډونو له مخې یوه ننګونه ده.
د مثال په توګه، د یو لړ تکرارونو په واسطه د مصرف کونکي توکي ډیزاین اصلاح کول چې د کاروونکي ارګونومیک او جمالیات ښه کوي.
د چاپیریال په اړه نظرونه:
په ډیزاین کې د پایښت ادغام او د ودانۍ چاپیریال اغیزې کمول خورا اړین دي.د فعالو اړخونو او فکتورونو ترمنځ توازن لکه د ریسایکل کولو وړتیا، د انرژي موثریت او اخراج ممکن ستونزمن وي.د مثال په توګه، د یو اغیزمن انجن ډیزاین کول چې د شنو خونو ګازونو اخراج کموي، مګر د فعالیت سره موافقت نه کوي.
د تولید وړتیا ډیزاین او مجلس
د دې ډاډ ترلاسه کولو وړتیا چې ډیزاین به په وخت کې تولید او راټول شي او د لګښت محدودیتونه یوه ستونزه وي.
د مثال په توګه، د پیچلي محصول د راټولولو ساده کول به د کار او تولید لګښتونه کم کړي، پداسې حال کې چې د کیفیت معیارونه ډاډمن کوي.
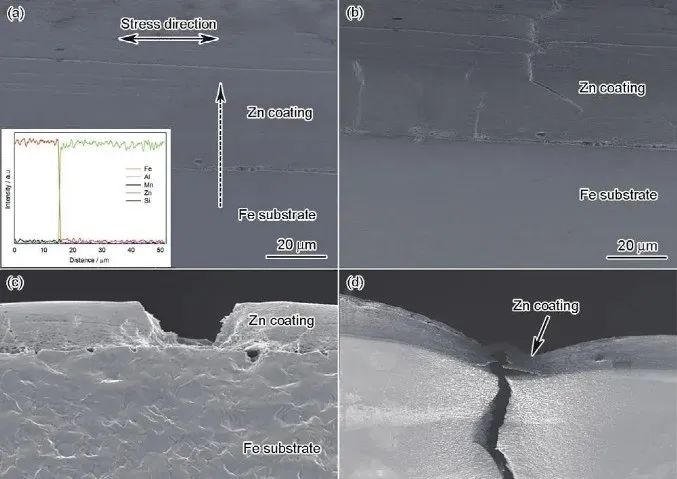
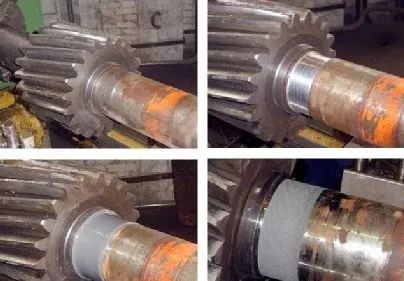
1. ناکامي د میخانیکي اجزاو په عموم ډول د ماتیدو پایله ده ، د پاتې کیدو شدید خرابوالی ، د اجزاو سطحې ته زیان (د زنګونو پوښل ، د تماس ستړیا او پوښل) د عادي کاري چاپیریال لپاره د اغوستلو له امله ناکامي.
2. د ډیزاین برخې باید اړتیاوې پوره کړي ترڅو ډاډ ترلاسه شي چې دوی د خپل ټاکل شوي ژوند (قوت یا سختۍ، اوږدمهاله) او د ساختماني پروسې اړتیاو اقتصادي اړتیاوې، د ټیټ وزن اړتیاوې، او د اعتبار اړتیاوې د وخت په چوکاټ کې ناکام نه شي.
3. د اجزاو لپاره د ډیزاین معیارونه په شمول د ځواک او سختۍ معیارونه، د ژوند اړتیاوې او همدارنګه د کمپن ثبات معیارونه او د اعتبار لپاره معیارونه.
4. د برخو د ډیزاین میتودونه: نظري ډیزاین، تجربه ډیزاین او د ماډل ازموینې ډیزاین.
5. معمولا د میخانیکي برخو لپاره کارول کیږي فلزي مواد، سیرامیک مواد، پولیمر مواد او همدارنګه مرکب مواد.
6. د برخو ځواک د جامد فشار ځواک او همدارنګه د متغیر فشار ځواک ویشل کیدی شي.
7. د فشار تناسب: = -1 په سایکلیک شکل کې همغږي فشار دی.د r = 0 ارزښت هغه سایکلیک فشار دی چې سپړونکی دی.
8. داسې انګیرل کیږي چې د BC مرحله د strain fatigue (کم سایکل ستړیا) په نوم یادیږي CD د انفینیټ ستړیا مرحلې ته اشاره کوي.د کرښې لاندې نقطه D د نمونې د لا محدود ژوند ناکامۍ کچه ده.نقطه D د تل پاتې ستړیا حد دی.
9. د هغو برخو د پیاوړتیا لپاره ستراتیژۍ چې ستړي شوي وي په عناصرو باندې د فشار اغیز کموي (د بارونو د راحت کولو نالی خلاصې حلقې) هغه مواد غوره کړئ چې د ستړیا لپاره لوړ ځواک ولري او بیا د تودوخې درملنې میتودونه او پیاوړي کولو تخنیکونه مشخص کړئ چې د بدن ځواک زیاتوي. مواد ستړي کړي.
10. سلایډ رگڑ: د وچ رگڑ سرحدونه رگڑ، د مایع رگڑ، او مخلوط رګونه.
11. د اجزاوو د اغوستلو او اوښکو په پروسه کې د چلولو مرحله، د جامو جامد مرحله او د سخت اغوستو مرحله شامله ده، موږ باید هڅه وکړو چې د چلولو وخت کم کړو او همدارنګه د جامد جامو موده وغځوو او د جامو بڼه وځنډوو دا سخت دی.
12. د اغوستو طبقه بندي د چپکونکي پوښاک، د خړوبولو پوښاک او د ستړیا د ککړتیا پوښاک، د تخریب جامې، او فریټینګ جامې دي.
13. لبریکینټونه په څلورو کټګوریو ویشل کیدی شي چې مایع، د ګاز نیمه جامد، جامد او مایع غوړ د کلسیم پر بنسټ غوړ، د نانو پر بنسټ د المونیم پر بنسټ غوړ، او د لیتیم پر بنسټ غوړ ویشل شوي.
14. د نورمال پیوستون تارونه د مساوي مثلث بڼه او د ځان تالاشۍ غوره ځانګړتیاوې لري.مستطیل لیږد تارونه د نورو تارونو په پرتله په لیږد کې لوړ فعالیت وړاندې کوي.د ټراپیزایډال لیږد تارونه د ترټولو مشهور لیږد تارونو څخه دي.
15. د نښلولو تارونه چې معمولا کارول کیږي د ځان تالاشۍ ته اړتیا لري، نو له همدې امله د واحد تار تارونه معمولا کارول کیږي.د لیږد تارونه د لیږد لپاره لوړ موثریت ته اړتیا لري او له همدې امله درې اړخیز تار یا دوه اړخیز تارونه په مکرر ډول کارول کیږي.
16. منظم بولټ اتصالونه (وصل شوي اجزاو کې سوري شامل دي یا بیا جوړ شوي) د دوه سر لرونکي سټډ پیوستون پیچونه، د سکرو اتصالونه او همدارنګه د ټاکل شوي ارتباط سره پیچ.
17. د تار شوي ارتباطاتو څخه مخکې د ټینګولو هدف دا دی چې د پیوستون دوام او ځواک ته وده ورکړي، او د بار کولو په وخت کې د دوو برخو ترمنځ د تشو یا سلیپ مخه ونیسي.د تشنج اتصالونو سره لومړنۍ مسله چې نرمه وي د سرپل جوړه د بار کولو پرمهال یو بل ته په درناوي د بدلیدو مخه نیسي.(د ماتیدو ضد او میخانیکي د لوز کیدو مخه نیولو لپاره ، د حرکت او سپیرل جوړه حرکت ترمینځ اړیکې لرې کول)
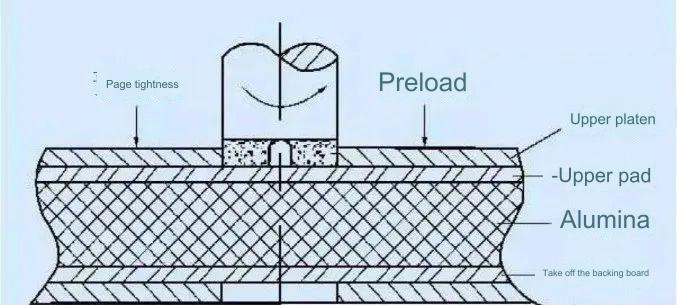
18. د تار شوي اتصالونو دوام ته وده ورکول د فشار اندازه کموي کوم چې د ستړیا بولټ ځواک اغیزه کوي (د بولټ سختۍ کموي، یا د نښلولو سختۍ زیاتويدودیز cnc برخې) او په تارونو باندې د بار غیر مساوي توزیع ښه کول.د فشار د راټولولو اغیز کم کړئ، او همدارنګه د تولید ترټولو اغیزمنه کړنلاره پلي کړئ.
19. د کلیدي پیوستون ډولونه: فلیټ پیوستون (دواړه اړخونه د سطحې په توګه کار کوي) نیم سرکلر کیلي پیوستون ویج کلیدي ارتباط کلیدي اړیکه د tangential زاویې سره.
20. بیلټ ډرایو په دوه ډوله ویشل کیدی شي: د میشینګ ډول او د رګونو ډول.
21. د کمربند لپاره د اعظمي فشار هغه شیبه ده کله چې د هغې تنګ برخه په پلني کې پیل شي.تشنج په بیلټ کې د یو انقلاب په جریان کې څلور ځله بدلیږي.
22. د وی بیلټ ډرایو فشار: منظم تنشن میکانیزم، د اتومات فشار کولو وسیله، او د تشنج وسیله چې د تشنج څرخ کاروي.
23. په رولر سلسله کې لینکونه په عمومي ډول په مساوي شمیره کې وي (په سپروکټ کې د غاښونو مقدار کیدای شي منظم شمیر نه وي).که چیرې د رولر سلسله غیر طبیعي شمیرې ولري، نو ډیرې اړیکې په کار ګمارل کیږي.
24. د زنځیر ډرایو د فشار کولو هدف دا دی چې د میش کولو ستونزو او د زنځیر وایبریشن مخه ونیسي کله چې د زنځیر نرمې څنډې ډیرې شي ، او د سپروکټ او زنځیر ترمینځ د میش کولو زاویه لوړه کړي.
25. د ګیرونو ناکامي طریقې عبارت دي له: په ګیرونو کې د غاښونو ماتول او د غاښونو په سطحه اغوستلو (خلاص ګیرونه) د غاښونو سطحه (تړل شوي ګیرونه) د غاښونو سطحه چپک کول او د پلاستیک خرابول (د څرخ په څرخ کې د څرخونو په واسطه چلول شوي ګیرونه. ).
26. هغه ګیرونه چې د سطحې سختۍ یې د 350HBS څخه ډیر وي، یا 38HRS د سخت مخ یا سخت مخ په توګه پیژندل کیږي یا که دا نه وي، نرم مخ ګیرونه.
27. د تولید دقیقیت لوړول، د ګیر قطر کمول ترڅو د گردش سرعت کم کړي، کولی شي متحرک بار کم کړي.د متحرک بار کمولو لپاره، ګیر کیدای شي پرې شي.په ډرم کې د ګیر غاښونو بدلولو هدف د غاښونو د نوک شکل ځواک ډیرول دي.سمتي بار ویش.
28. هرڅومره چې د قطر کوفیسینټ مخکښ زاویه لویه وي هومره موثریت ډیر وي او د ځان تالاشۍ وړتیا کم وي.
29. د حشراتو ګیر باید حرکت وکړي.د بې ځایه کیدو وروسته د شاخص دایره او همدارنګه د حشراتو د پیچ حلقه سره سمون لري مګر دا ښکاره ده چې د دوه چینجونو تر مینځ کرښه بدله شوې او د دې کیم ګیر د شاخص دایره سره سمون نلري.
30. د زنګون د لیږد د ناکامۍ طریقې لکه د غاښونو د ریښی ماتول د غاښونو سطحه چپه کول او اضافي پوښل؛دا معمولا د کرم ګیرونو قضیه ده.
31. د بند ورم ډرایو میشنگ میشنگ اغوستلو او بیرنګونو باندې د بریښنا ضایع کول او همدارنګه د تیلو د ویش له لاسه ورکولد cnc ملنګ اجزاچې د تېلو په حوض کې داخل شوي وي غوړي پورته کړي.
32. د ورم ډرایو باید د تودوخې توازن محاسبه د دې انګیرنې پراساس وکړي چې د وخت په هر واحد کې تولید شوي انرژي د ورته وخت په جریان کې د تودوخې تحلیل سره ورته ده.د اخیستلو لپاره ګامونه: د تودوخې سنکونه نصب کړئ، او د تودوخې د ضایع کولو ساحه زیاته کړئ او د شافټ په پایونو کې فینونه نصب کړئ ترڅو د هوا جریان زیات کړي، او په پای کې، په بکس کې د سرکولر یخولو پایپ لاینونه نصب کړئ.
33. هغه شرایط چې د هایدروډینامیک چکن کولو پراختیا ته اجازه ورکوي: دوه سطحې چې سلیډیږي د ویج په شکل تشه رامینځته کوي چې یو ځای کیږي او دوه سطحې چې د تیلو فلم لخوا جلا شوي باید د کافي سلیډنګ نرخ ولري او د دوی حرکت باید اجازه ورکړي. د تیلو غوړ کول د لوی خلاصیدو له لارې کوچني ته جریان لري او غوړ باید یو ټاکلی ویسکوسیټي وي ، او د موجود تیلو مقدار باید کافي وي.
34. د رولینګ بیرنګ بنسټیز ډیزاین: بهرنی حلقه، داخلي حلقې، هیدرولیک بدن او پنجرې.
35. 3 رولر بیرنگونه ټیټ شوي پنځه زور بیرنگونه شپږ ژور نالی بال بیرنگ اوه زاویې تماس بیرنگ N سلنډر رولر بیرنگ په ترتیب سره 01، 02 او 03.D = 10mm، 12mm 15mm، 17mm، 20mm ته اشاره کوي d = 20mm، 12 60mm ته حواله ده.
36. د لومړني ژوند درجه د عملیاتي ساعتونو مقدار دی چیرې چې د بیرنګونو 10٪ بیرنګونه د سیټ زنګ لخوا اغیزمن کیږي ، مګر 90 سلنه یې د زنګ وهلو زیانونو سره مخ ندي د ځانګړي لپاره اوږد عمر ګڼل کیږي. برداشت کول
37. د بار بنسټیز متحرک درجه: هغه مقدار چې بییرنګ د لیږد وړتیا لري په هغه صورت کې چې د واحد لپاره اساسي ژوند دقیقا 106 انقلابونه وي.
38. د بییرنګ ترتیب کولو طریقه: هر یو له دوو فلکرمونو څخه په یو لوري کې ټاکل شوی.په دواړو لورو کې یو ثابت ټکی شتون لري، پداسې حال کې چې د بل فولکرم پای له حرکت څخه بې برخې دی.دواړه خواوې د آزاد حرکت سره مرسته کوي.
39. بیرنګونه د هغه بار سره سم طبقه بندي شوي چې په څرخيدونکي شافټ (د څرخیدو وخت او تورک) او سپینډل (د منحل کیدو شیبه) او د لیږد شافټ (تورک) باندې پلي کیږي.
انیبون د لوی تخفیف دودیز دقیقیت 5 محور CNC لیت لپاره "کیفیت یقینا د سوداګرۍ ژوند دی ، او وضعیت ممکن د دې روح وي" اساسي اصولو ته غاړه کیږديد CNC ماشین برخه، انیبون باور لري چې موږ کولی شو د لوړ کیفیت محصولات او حلونه په مناسب قیمت ټاګ کې وړاندې کړو ، پیرودونکو ته د پلور وروسته غوره ملاتړ.او Anebon به یو متحرک اوږد مهاله جوړ کړي.
چینایي مسلکيد چین CNC برخهاو د فلزي ماشین کولو برخې، انیبون په لوړ کیفیت لرونکي موادو، کامل ډیزاین، غوره پیرودونکي خدمت او رقابتي بیه تکیه کوي ترڅو په کور دننه او بهر د ډیری پیرودونکو باور وګټي.تر 95٪ پورې محصولات بهرنیو بازارونو ته صادریږي.
که تاسو غواړئ نور پوه شئ یا د قیمت په اړه پوښتنه وکړئ، مهرباني وکړئ اړیکه ونیسئinfo@anebon.com
د پوسټ وخت: نومبر-24-2023