
ייבערפלאַך באַהאַנדלונג איז צו פאָרעם אַ ייבערפלאַך שיכטע מיט איין אָדער מער ספּעציעל פּראָפּערטיעס אויף די ייבערפלאַך פון דעם מאַטעריאַל דורך גשמיות אָדער כעמישער מעטהאָדס.ייבערפלאַך באַהאַנדלונג קענען פֿאַרבעסערן פּראָדוקט אויסזען, געוועב, פונקציאָנירן און אנדערע אַספּעקץ פון פאָרשטעלונג.

1. אַנאָדיזינג
עס איז דער הויפּט די אַנאָדיק אַקסאַדיישאַן פון אַלומינום, וואָס ניצט דעם פּרינציפּ פון עלעקטראָטשעמיסטרי צו פאָרעם אַ פּלאַסט פון אַל2אָ3 (אַלומינום אַקסייד) פילם אויף די ייבערפלאַך פון אַלומינום און אַלומינום אַלויז.דעם שיכטע פון אַקסייד פילם האט ספּעציעל פּראָפּערטיעס אַזאַ ווי שוץ, באַפּוצונג, ינסאַליישאַן און טראָגן קעגנשטעל.אַנאָדיזעד גאָלד קנק טורנינג טייל
פּראָצעס פּראָצעס:
מאַנאַקראָום, גראַדיענט קאָליר: פּאַלישינג / סאַנדבלאַסטינג / צייכענונג → דעגרעאַסינג → אַנאָדיזינג → נוטראַלייזינג → דייינג → סילינג → דרייינג
צוויי קאָלירן:
① פּאַלישינג / סאַנדבלאַסטינג / דראָט צייכענונג → דעגרעאַסינג → מאַסקינג → אַנאָדיזינג 1 → אַנאָדיזינג 2 → סילינג → דריינג
② פּאַלישינג / סאַנדבלאַסטינג / דראָט צייכענונג → דעגרעאַסינג → אַנאָדיזינג 1 → לאַזער ינגרייווינג → אַנאָדיזינג 2 → סילינג → דריינג
טעכניש פֿעיִקייטן:
1. פאַרגרעסערן שטאַרקייַט
2. פאַרשטיין קיין קאָליר אַחוץ ווייַס
3. דערגרייכן ניקאַל-פֿרייַ סילינג און טרעפן די באדערפענישן פון אייראָפּע, די פאַרייניקטע שטאַטן און אנדערע לענדער פֿאַר ניקאַל-פֿרייַ
טעכניש שוועריקייטן און שליסל פונקטן פֿאַר פֿאַרבעסערונג: די אָפּטרעטן מדרגה פון אַנאָדיזינג איז שייַכות צו די פּרייַז פון די לעצט פּראָדוקט.דער שליסל צו פֿאַרבעסערן די אַקסאַדיישאַן טראָגן איז די צונעמען סומע פון אַקסידאַנט, צונעמען טעמפּעראַטור און קראַנט געדיכטקייַט, וואָס ריקווייערז סטראַקטשעראַל קאָמפּאָנענט מאַניאַפאַקטשערערז צו פאָרזעצן צו ויספאָרשן אין די פּראָדוקציע פּראָצעס, זוכן אַ ברייקטרו.(מיר רעקאָמענדירן אַז איר באַצאָלן ופמערקזאַמקייט צו די "מעטשאַניקאַל ינזשעניר" עפנטלעך חשבון, און בעל די וויסן פון טרוקן סכוירע און ינדאַסטרי אינפֿאָרמאַציע ווי באַלד ווי מעגלעך)
פּראָדוקט רעקאָמענדאַציע: E + G קרייַזבויגן שעפּן, געמאכט פון אַנאָדיזעד מאַטעריאַל, ינווייראַנמענאַלי פרייַנדלעך און דוראַבאַל.קנק מאַשינינג ומבאַפלעקט שטאָל.
2. עלעקטראָפאָרעסיס
געניצט אין ומבאַפלעקט שטאָל, אַלומינום צומיש, אאז"ו ו, עס קענען מאַכן די פּראָדוקט ווייַזן פאַרשידן פארבן, טייַנען די מעטאַלליק לאַסטער, און אין דער זעלביקער צייַט פאַרבעסערן די ייבערפלאַך פאָרשטעלונג, מיט גוט אַנטי-קעראָוזשאַן פאָרשטעלונג.
פּראָצעס לויפן: פּרעטרעאַטמענט → עלעקטראָפאָרעסיס → דרייינג
מייַלע:
1. רייַך פארבן;
2. קיין מעטאַל געוועב, קענען קאָואַפּערייט מיט סאַנדבלאַסטינג, פּאַלישינג, דראָט צייכענונג, אאז"ו ו;
3. פּראַסעסינג אין פליסיק סוויווע קענען פאַרשטיין ייבערפלאַך באַהאַנדלונג פון קאָמפּלעקס סטראַקטשערז;
4. די טעכנאָלאָגיע איז דערוואַקסן און קענען זיין מאַסע-פּראָדוצירט.
דיסאַדוואַנטידזשיז: די פיייקייַט צו דעקן חסרונות איז אַלגעמיין, און די עלעקטראָפאָרעסיס פון שטאַרבן קאַסטינגז ריקווייערז העכער פּרעטרעאַטמענט.
3. מיקראָ-אַרק אַקסאַדיישאַן
דער פּראָצעס פון אַפּלייינג אַ הויך וואָולטידזש אין אַ עלעקטראָליטע לייזונג (יוזשאַוואַלי אַ שוואַך אַלקאַליין לייזונג) צו דזשענערייט אַ סעראַמיק ייבערפלאַך פילם שיכטע, וואָס איז דער רעזולטאַט פון די סינערדזשיסטיק ווירקונג פון גשמיות אָפּזאָגן און עלעקטראָטשעמיקאַל אַקסאַדיישאַן.

פּראָצעס לויפן: פּרעטרעאַטמענט → הייס וואַסער וואַשינג → MAO → דרייינג
מייַלע:
1. סעראַמיק געוועב, נודנע אויסזען, קיין הויך-גלאָס פּראָדוקטן, יידל האַנט געפיל, אַנטי-פינגערפּרינט;
2. ברייט קייט פון סאַבסטרייץ: על, טי, זן, זר, מג, נב, און זייער אַלויז, אאז"ו ו;
3. די פּרעטרעאַטמענט איז פּשוט, די פּראָדוקט האט ויסגעצייכנט קעראָוזשאַן קעגנשטעל און וועטער קעגנשטעל, און האט גוט היץ דיסיפּיישאַן פאָרשטעלונג.
דיסאַדוואַנטידזשיז: דערווייַל די קאָליר איז לימיטעד, בלויז שוואַרץ און גרוי זענען מער דערוואַקסן, און העל פארבן זענען דערווייַל שווער צו דערגרייכן;די פּרייַז איז דער הויפּט אַפעקטאַד דורך הויך מאַכט קאַנסאַמשאַן, און עס איז איינער פון די העכסטן קאָס אין ייבערפלאַך באַהאַנדלונג.
4. פּווד וואַקוום פּלייטינג
דער פול נאָמען איז גשמיות פארע דעפּאַזישאַן, וואָס איז אַן ינדאַסטריאַל מאַנופאַקטורינג פּראָצעס וואָס דער הויפּט ניצט גשמיות פּראַסעסאַז צו אַוועקלייגן דין פילמס.קנק מאַשינינג טייל

פּראָצעס לויפן: פאַר-פּווד רייניקונג → וואַקווינג אין די אויוון → ציל וואַשינג און יאָן רייניקונג → קאָוטינג → קאָוטינג קאַמפּלישאַן, קאָאָלינג אויס פון די אויוון → פּאָסט-פּראַסעסינג (פּאַליש, AFP) (מיר רעקאָמענדירן איר צוקוקנ זיך צו די "מעטשאַניקאַל ינזשעניר" באַאַמטער חשבון, דער ערשטער מאָל צו אָנכאַפּן די וויסן פון טרוקן סכוירע, אינדוסטריע אינפֿאָרמאַציע)
טעכניש פֿעיִקייטן: פּווד (פיזיקאַל פארע דעפּאָסיטיאָן, פיזיקאַל פארע דעפּאָסיטיאָן) קענען מאַנטל מעטאַל ייבערפלאַך מיט הויך שווער פּלייטינג, הויך טראָגן קעגנשטעל סערמעט דעקאָראַטיווע קאָוטינג.
5. עלעקטראָפּלייטינג
עס איז אַ טעכנאָלאָגיע וואָס ניצט עלעקטראָליסיס צו צוטשעפּען אַ פּלאַסט פון מעטאַל פילם צו די ייבערפלאַך פון די מעטאַל צו פאַרמייַדן קעראָוזשאַן, פֿאַרבעסערן טראָגן קעגנשטעל, עלעקטריקאַל קאַנדאַקטיוואַטי, ריפלעקטיוויטי און פאַרבעסערן עסטעטיק.
פּראָצעס לויפן: פּרעטרעאַטמענט → סייאַנייד-פֿרייַ אַלקאַלי קופּער → סייאַנייד-פֿרייַ קופראָניקעל צין → קראָום פּלייטינג
מייַלע:
1. די קאָוטינג האט הויך גלאָס און הויך-קוואַליטעט מעטאַל אויסזען;
2. די באַזע מאַטעריאַל איז סוס, על, זן, מג, אאז"ו ו;די פּרייַז איז נידעריקער ווי PVD.
דיסאַדוואַנטידזשיז: נעבעך ינווייראַנמענאַל שוץ און הויך ריזיקירן פון ינווייראַנמענאַל פאַרפּעסטיקונג.
6. פּודער קאָוטינג
די פּודער קאָוטינג איז ספּרייד אַנטו די ייבערפלאַך פון די וואָרקפּיעסע דורך פּודער ספּרייינג ויסריכט (ילעקטראָוסטאַטיק ספּרייינג מאַשין).אונטער דער קאַמף פון סטאַטיק עלעקטרע, די פּודער וועט זיין יונאַפאָרמלי אַדסאָרבעד אויף די ייבערפלאַך פון די וואָרקפּיעסע צו פאָרעם אַ פּודער קאָוטינג;עס קיורז פלאַך און ווערט אַ לעצט קאָוטינג מיט פאַרשידן יפעקץ (פאַרשידענע מינים פון יפעקץ פֿאַר פּודער קאָוטינגז).
טעקנאַלאַדזשיקאַל פּראָצעס: אויבערשטער טייל → ילעקטראָוסטאַטיק שטויב באַזייַטיקונג → ספּרייינג → נידעריק טעמפּעראַטור לעוועלינג → באַקינג
מייַלע:
1. ריטש פארבן, הויך גלאָס און מאַט אַפּשאַנאַל;
2. נידעריק פּרייַז, פּאַסיק פֿאַר בנין מעבל פּראָדוקטן און שעלז פון היץ סינקס, אאז"ו ו;
3. הויך יוטאַלאַזיישאַן קורס, 100% יוטאַלאַזיישאַן, ינווייראַנמענאַל שוץ;
4. שטאַרק פיייקייַט צו דעקן חסרונות;5. קענען נאָכמאַכן האָלץ קערל ווירקונג.
דיסאַדוואַנטידזשיז: דערווייַל געניצט אין עלעקטראָניש פּראָדוקטן ווייניקער.
7. מעטאַל דראָט צייכענונג
עס איז אַ ייבערפלאַך באַהאַנדלונג אופֿן וואָס פארמען שורות אויף די ייבערפלאַך פון די וואָרקפּיעסע דורך גרינדינג די פּראָדוקט און האט אַ דעקאָראַטיווע ווירקונג.לויט די פאַרשידענע שורות נאָך צייכענונג, עס קענען זיין צעטיילט אין: גלייַך שורה צייכענונג, טראַפ - מוסטער צייכענונג, קאָראַגייטאַד מוסטער, סווירל מוסטער.
טעכניש פֿעיִקייטן: די דראָט צייכענונג באַהאַנדלונג קענען מאַכן די מעטאַל ייבערפלאַך באַקומען אַ ניט-שפּיגל-ווי מעטאַלליק לאַסטער, און די דראָט צייכענונג באַהאַנדלונג קענען אויך עלימינירן די סאַטאַל חסרונות אויף די מעטאַל ייבערפלאַך.
פּראָדוקט רעקאָמענדאַציע: לאָמפּ שעפּן, Zwei L באַהאַנדלונג, ניצן ויסגעצייכנט גרינדינג טעכנאָלאָגיע צו ווייַזן דעם טעם.
8. סאַנדבלאַסטינג
עס איז אַ פּראָצעס אין וואָס קאַמפּרעסט לופט איז געניצט ווי מאַכט צו פאָרעם אַ הויך-גיכקייַט שפּריץ שטראַל צו שפּריץ די שפּריץ מאַטעריאַל אויף די ייבערפלאַך פון די וואָרקפּיעסע צו זיין באהאנדלט אין אַ הויך גיכקייַט, אַזוי אַז די אויסזען אָדער פאָרעם פון די ויסווייניקסט ייבערפלאַך די וואָרקפּיעסע ייבערפלאַך ענדערונגען, און אַ זיכער גראַד פון ריינקייַט און פאַרשידענע ראַפנאַס זענען באקומען..
טעכניש פֿעיִקייטן:
1. צו דערגרייכן פאַרשידענע ריפלעקטיוו אָדער מאַט.
2. עס קענען ריין די קליינטשיק בוררס אויף די ייבערפלאַך פון די וואָרקפּיעסע און מאַכן די ייבערפלאַך פון די וואָרקפּיעסע סמודער, ילימאַנייטינג די שאָדן פון בוררס און ימפּרוווינג די מיינונג פון די וואָרקפּיעסע.
3. קלאָר די ריזידזשואַל שמוץ לינקס אין די פּרעטרעאַטמענט, פֿאַרבעסערן די סמודנאַס פון די וואָרקפּיעסע, מאַכן די וואָרקפּיעסע אַנטדעקן אַ מונדיר און קאָנסיסטענט מעטאַל קאָליר, און מאַכן די אויסזען פון די וואָרקפּיעסע מער שיין און שיין.(מיר רעקאָמענדירן אַז איר באַצאָלן ופמערקזאַמקייט צו די "מעטשאַניקאַל ינזשעניר" עפנטלעך חשבון, און בעל די וויסן פון טרוקן סכוירע און ינדאַסטרי אינפֿאָרמאַציע ווי באַלד ווי מעגלעך)
פּראָדוקט רעקאָמענדאַציע: E + G קלאַסיש בריק שעפּן, סאַנדבלאַסטעד ייבערפלאַך, הויך-סוף אַטמאָספער.
9. פּאַלישינג
ייבערפלאַך פינישינג פון וואָרקפּיעסעס ניצן פלעקסאַבאַל פּאַלישינג מכשירים און אַברייסיוו פּאַרטיקאַלז אָדער אנדערע פּאַלישינג מידיאַ.פֿאַר פאַרשידענע פּאַלישינג פּראַסעסאַז: פּראָסט פּאַלישינג (יקערדיק פּאַלישינג פּראָצעס), מיטל פּאַלישינג (פינישינג פּראָצעס) און פייַן פּאַלישינג (גלייזינג פּראָצעס), סאַלעקטינג די צונעמען פּאַלישינג ראָד קענען דערגרייכן די בעסטער פּאַלישינג ווירקונג און פֿאַרבעסערן פּאַלישינג עפעקטיווקייַט.
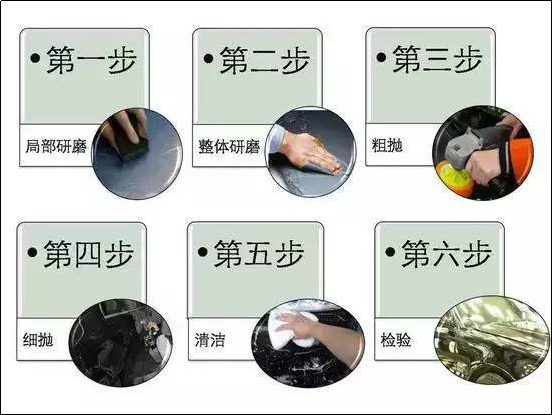
טעכניש פֿעיִקייטן: פֿאַרבעסערן די דימענשאַנאַל אַקיעראַסי אָדער דזשיאַמעטריק פאָרעם אַקיעראַסי פון די וואָרקפּיעסע, באַקומען גלאַט ייבערפלאַך אָדער שפּיגל גלאָס און אויך עלימינירן גלאָס.
פּראָדוקט רעקאָמענדאַציע: E + G לאַנג שעפּן, פּאַלישט ייבערפלאַך, פּשוט און עלעגאַנט
10. עטשינג
יוזשאַוואַלי ריפערד צו ווי עטשינג, אויך באקאנט ווי פאָטאָטשעמיקאַל עטשינג, עס רעפערס צו די באַזייַטיקונג פון די פּראַטעקטיוו פילם אין דער געגנט צו זיין עטשט נאָך ויסשטעלן צו טעלער מאכן און אַנטוויקלונג, און קאָנטאַקט מיט כעמישער לייזונג בעשאַס עטשינג צו דערגרייכן די ווירקונג פון דיסאַלושאַן און קעראָוזשאַן. , פאָרמינג קאָנקאַווע-קאַנוועקס אָדער פּוסט מאָלדינג ווירקונג.
פּראָצעס פּראָצעס:
ויסשטעלן אופֿן: די פּרויעקט פּריפּערז די גרייס פון דעם מאַטעריאַל לויט די גראַפיק - מאַטעריאַל צוגרייטונג - מאַטעריאַל רייניקונג - דרייינג → פילם אָדער קאָוטינג → דריינג → ויסשטעלן → אַנטוויקלונג → דריינג - עטשינג → סטריפּינג → גוט
פאַרשטעלן דרוקן אופֿן: קאַטינג מאַטעריאַל → רייניקונג טעלער (ומבאַפלעקט שטאָל און אנדערע מעטאַל מאַטעריאַלס) → פאַרשטעלן דרוקן → עטשינג → סטריפּינג → גוט
מייַלע:
1. עס קענען דורכפירן מיקראָ-פּראַסעסינג פון מעטאַל ייבערפלאַך;
2. געבן ספּעציעל יפעקץ צו די מעטאַל ייבערפלאַך;
דיסאַדוואַנטידזשיז: רובֿ פון די קעראָוסיוו ליקווידס (אַסאַדז, אַלקאַליס, אאז"ו ו) געניצט אין עטשינג זענען שעדלעך פֿאַר די סוויווע.
Anebon Metal Products לימיטעד קענען צושטעלן קנק מאַשינינג 、 די קאַסטינג 、 בלאַט מעטאַל פאַבריקיישאַן דינסט, ביטע פילן פריי צו קאָנטאַקט אונדז.
Tel: +86-769-89802722 E-mail: info@anebon.com URL: www.anebon.com
פּאָסטן צייט: אפריל 08-2022