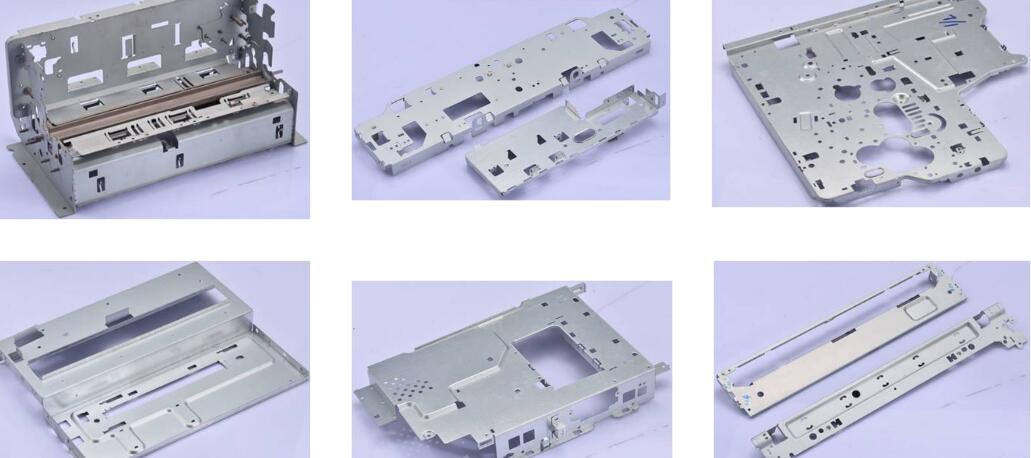
Blech Fabrikatioun
Als komplett Outil a stierwen Buttek, mir si qualifizéiert an all Beräicher vun Fabrikatioun dorënner Léngen Laser, CNC Punching, CNC Béie, CNC Formen, Schweess, CNC machining, Hardware Insertion an Assemblée.
Mir akzeptéieren Matière première a Blieder, Placke, Baren oder Réier a si erfuerene mat enger Vielfalt vu Materialien wéi Aluminium, Kupfer, Edelstol a Kuelestol.Aner Servicer enthalen Hardware Insertion, Schweißen, Schleifen, Machining, Dréien a Montage.Wéi Är Bänn eropgoen, hu mir och d'Optioun fir Är Deeler schwéier ze beaarbechten fir an eisem Metallstempeldepartement ze lafen.Inspektioun Optiounen Gamme vun einfach Fonktioun Kontrollen ganze Wee duerch FAIR & PPAP.
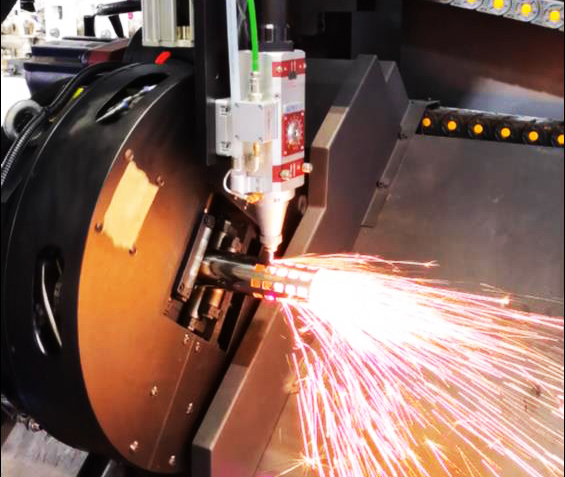


Laser opzedeelen
Metal Béie
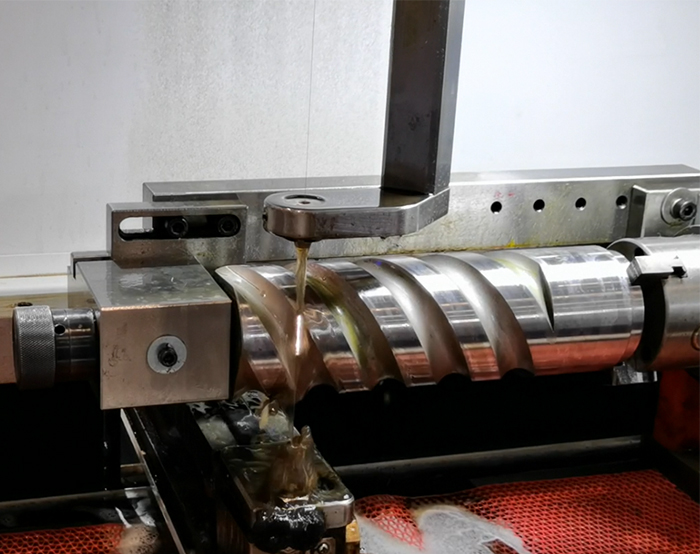
WEDM
Schweess
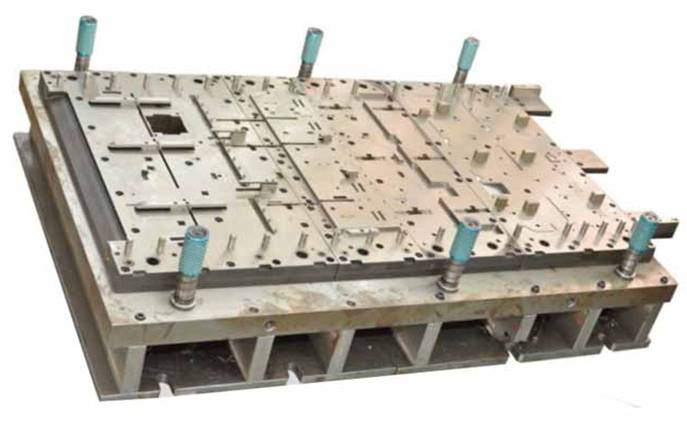
Stempel Service
Mir benotzen eis fortgeschratt Ausrüstung an erfuerene Team fir d'Produkter ze personaliséieren déi Dir Iech virstellt, a mir gleewen datt mir Är Bedierfnesser souwuel a punkto Präis a Qualitéit treffen.
Wat ass Stamping?
D'Metallplack gëtt a verschidde Blat-ähnlech Deeler a Muschelen geformt, Container-ähnlech Werkstécker op enger Press vun enger Schimmel, oder d'Röhrestécker ginn a verschidde tubulär Wierkstécker gemaach.Dës Aart vu Formungsprozess am kale Staat gëtt kalt Stamping genannt, als Stamping bezeechent.
Stamping Veraarbechtung ass d'Produktiounstechnologie vu Produktdeeler mat bestëmmter Form, Gréisst a Leeschtung duerch d'Kraaft vu konventionellen oder speziellen Stampingausrüstung, déi d'Blat an der Schimmel direkt deforméiert an deforméiert.Blieder, Schimmel an Ausrüstung sinn déi dräi Elementer vum Stamping.

D'Haaptrei Zorte Prozess: punchen, béien, schneiden, zéien, bulgen, spannen, korrigéieren.
Uwendungen: Loftfaart, Militär, Maschinnen, landwirtschaftlech Maschinnen, Elektronik, Informatioun, Eisebunn, Post an Telekommunikatioun, Transport, Chemikalien, medizinescht Ausrüstung, Haushaltsapparater a Liichtindustrie.




Charakteristiken
Mir benotzen Präzisiounsformen, d'Präzisioun vum Werkstéck kann de Mikronniveau erreechen, an d'Widderhuelungspräzisioun ass héich, d'Spezifikatioune sinn déiselwecht, an d'Lächer an d'Bosse kënnen ausgeschnidden ginn.
(1) Eise Stampingprozess ass héich effizient, einfach ze bedreiwen, an einfach ze mechaniséieren an automatiséieren.D'Zuel vun de Schlag vun enger gemeinsamer Press ass bis zu e puer Zéng Mol pro Minutt, an den Héichgeschwindegkeetsdrock kann Honnerte oder souguer Dausende Mol pro Minutt sinn, an e Punch ka fir all Pressschlag kritt ginn.
(2) Well de Stierf d'Gréisst a Form Genauegkeet vum STAMPING Deel garantéiert während STAMPING, an allgemeng net d'Uewerfläch Qualitéit vum STAMPING Deel beschiedegt, an d'Liewen vun der Stierf ass allgemeng laang, ass d'Qualitéit vum STAMPING stabil, d'Austauschbarkeet ass gutt, an et huet "d'selwecht".Charakteristiken.


(3) Mir kënnen Deeler mat grousser Gréisst a komplexe Formen drécken a veraarbechten, wéi Stopwatches sou kleng wéi Aueren, sou wäit wéi Auto Längsstrahlen, Ofdeckungsdeeler, etc. méi héich sinn.
(4) Stamping huet allgemeng keng Chipschrott, manner Materialverbrauch, a kee Besoin fir aner Heizungsausrüstung.Dofir ass et eng materialspuerend an energiespuerend Veraarbechtungsmethod, an d'Käschte fir Stampingdeeler sinn niddereg.
Produiten