
Вовед:
Во претходните написи, нашиот тим Anebon сподели со вас основно знаење за механички дизајн.Денес дополнително ќе ги научиме предизвикувачките концепти во механичкиот дизајн.
Кои се главните пречки за принципите на механичкиот дизајн?
Комплексност на дизајнот:
Механичките дизајни се типично сложени и бараат од инженерите да комбинираат различни системи, компоненти и функции.
На пример, дизајнирањето менувач што ефикасно ја пренесува моќноста без да се загрозат други работи како големината и тежината, како и бучавата е предизвик.
Избор на материјал:
Изборот на вистинскиот материјал за вашиот дизајн е од суштинско значење, бидејќи тие влијаат на фактори како што се издржливоста, силата и цената.
На пример, изборот на соодветен материјал за компонента со висок стрес на моторот за авион не е лесно поради потребата да се намали тежината додека се одржува способноста да се издржат екстремни температури.
Ограничувања:
Инженерите треба да работат во ограничувања како што се времето, буџетот и расположливите ресурси.Ова може да ги ограничи дизајните и да бара употреба на разумни компромиси.
На пример, дизајнирањето ефикасен систем за греење кој е рентабилен за домот и кој сепак ги исполнува барањата за енергетска ефикасност може да предизвика проблеми.
Ограничувања во производството
Дизајнерите мора да ги земат предвид нивните ограничувања во методите и техниките на производство при дизајнирање на механички дизајни.Во балансирањето на дизајнерската намера со можностите на опремата и процесите може да биде проблем.
На пример, дизајнирање компонента во сложена форма која може да се произведе само преку скапи машини или техники на производство на адитиви.
Функционални барања:
Исполнувањето на сите барања за дизајнот, вклучувајќи ја безбедноста, перформансите или доверливоста на дизајнот, може да биде тешко.
На пример, дизајнирањето на систем за сопирање кој обезбедува точна моќ за запирање, а истовремено обезбедувајќи ја безбедноста на корисниците може да биде предизвик.
Оптимизација на дизајнот:
Не е лесно да се најде најдоброто дизајнерско решение кое балансира многу различни цели, вклучувајќи тежина, цена или ефикасност.
На пример, оптимизирањето на дизајнот на крилата на авионот за да се намали отпорот и тежината, без да се оштети интегритетот на структурата, бара софистицирани анализи и техники за повторување на дизајнот.
Интеграција во системот:
Инкорпорирањето на различни компоненти и потсистеми во унифициран дизајн може да биде огромен проблем.
На пример, дизајнирањето на автомобилски систем за суспензија што го регулира движењето на многу компоненти, додека мерењето на факторите како удобност, стабилност и издржливост може да предизвика тешкотии.
Дизајн итерација:
Процесите на дизајнирање обично вклучуваат повеќе ревизии и повторувања за да се усоврши и подобри првичната идеја.Правењето промени во дизајнот ефикасно и ефективно е предизвик и во однос на потребното време и на расположливите средства.
На пример, оптимизирање на дизајнот на потрошувачки производ со серија повторувања кои ја подобруваат ергономијата и естетиката на корисникот.
Размислувања во врска со животната средина:
Интегрирањето на одржливоста во дизајнот и намалувањето на влијанието врз животната средина на зградата станува се посуштинско.Рамнотежата помеѓу функционалните аспекти и факторите како што се способноста за рециклирање, енергетската ефикасност и емисиите може да биде тешка.На пример, дизајнирање ефикасен мотор кој ги намалува емисиите на стакленички гасови, но не ги загрозува перформансите.
Производливост дизајн и склопување
Способноста да се осигура дека дизајнот ќе биде произведен и склопен во рамките на временските и трошоците ограничувања може да биде проблем.
На пример, поедноставувањето на склопувањето на комплициран производ ќе ги намали трошоците за работна сила и производство, истовремено обезбедувајќи стандарди за квалитет.
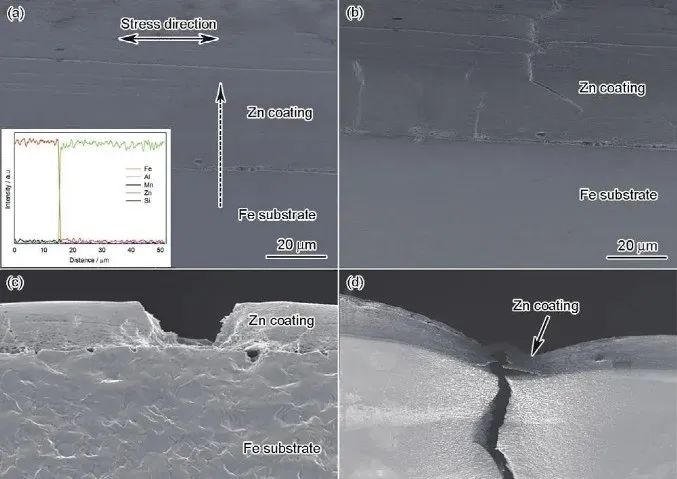
1. Дефектите се резултат на генерално скршени механички компоненти, тешка преостаната деформација, оштетување на површината на компонентите (абење од корозија, замор од контакт и абење) Неуспех поради абење и кинење на нормалната работна средина.
2. Дизајнерските компоненти треба да ги исполнуваат вклучуваат барања за да се осигури дека тие нема да пропаднат во временската рамка на нивниот предодреден животен век (јачина или цврстина, долговечност) и барањата за структурниот процес економски барања, барања за мала тежина и барања за доверливост.
3. Дизајнерски критериуми за компонентите вклучувајќи ги критериумите за цврстина и вкочанетост, барања за живот, како и критериуми за стабилност при вибрации и критериуми за доверливост.
4. Методи за дизајнирање на делови: теоретски дизајн, емпириски дизајн и дизајн на тестирање на модели.
5. Најчесто користени за механички компоненти се метални материјали, керамички материјали, полимерни материјали како и композитни материјали.
6. Јачината на деловите може да се подели на јачина на статички напрегања како и на променлива јачина на напрегање.
7. Однос на напрегање: = -1 е симетричен напон во циклична форма;вредноста r = 0 е цикличниот стрес што пулсира.
8. Се верува дека стадиумот BC се нарекува замор на напрегање (замор со низок циклус) ЦД се однесува на фазата на бесконечен замор.Линискиот сегмент што следи по точката D е бесконечното ниво на неисправност на примерокот.Точката D е граница на постојан замор.
9. Стратегиите за подобрување на цврстината на деловите кои се заморени го намалуваат ефектот на напрегањето врз елементите (жлебовите за олеснување на оптоварувањето отвораат прстени) Изберете материјали кои имаат висока јачина за замор и потоа наведете ги методите за термичка обработка и техниките за зајакнување кои ја зголемуваат јачината на ги заморил материјалите.
10. Триење на лизгање: триење на границите на суво триење, триење на течност и мешано триење.
11. Процесот на абење на компонентите вклучува фаза на испуштање, стабилна фаза на абење и фаза на сериозно абење Треба да се обидеме да го намалиме времето за испуштање како и да го продолжиме периодот на стабилно абење и да го одложиме изгледот на абење тоа е тешко.
12. Класификацијата на абење е Абење на лепило, абење на абразивно и замор од корозија, абење од ерозија и абење со нервоза.
13. Лубрикантите може да се класифицираат во четири категории кои се течни, гасните полуцврсти, цврстите и течните маснотии се класифицирани во маснотии на база на калциум, маснотии на база на нано Grease на алуминиум и маснотии на база на литиум.
14. Нормалните навои за поврзување имаат форма на рамностран триаголник и одлични својства за самозаклучување.правоаголните нишки за пренос нудат повисоки перформанси во преносот од другите нишки.Трапезоидните нишки за пренос се меѓу најпопуларните нишки за пренос.
15. Навоите за поврзување кои вообичаено се користат бараат самозаклучување, затоа најчесто се користат нишки со еден навој.Навоите за пренос имаат потреба од висока ефикасност за пренос и затоа често се користат нишки со троен или двоен конец.
16. Редовни приклучоци за завртки (поврзаните компоненти ги вклучуваат отворите низ или се преоблечени) Завртки за поврзување со двоглави, завртки, како и завртки со поставени приклучоци.
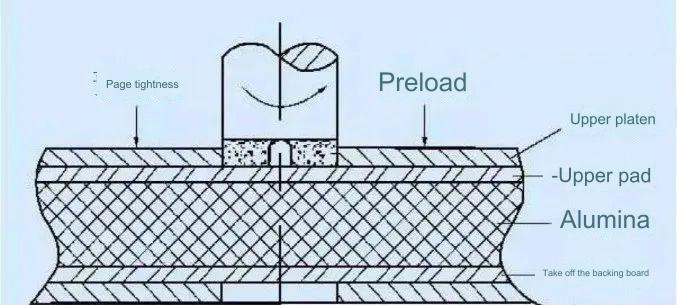
17. Целта на претходно затегнувањето на конекциите со навој е да се подобри издржливоста и цврстината на врската и да се запрат празнините или лизгањето помеѓу двата дела при полнење.Примарниот проблем со затегнувачките врски што се лабави е да се спречи спиралниот пар да се врти еден во однос на друг додека е натоварен.(Триење против олабавување и механички за запирање на олабавување, отстранувајќи ја врската помеѓу движењето и движењето на спиралната двојка)
18. Зголемете ја издржливоста на врските со навој, намалете ја амплитудата на напрегањето што влијае на јачината на завртките за замор (намалете ја вкочанетоста на завртката или ја зголемувате цврстината на поврзувањетоприлагодени cnc делови) и да се подобри нерамномерната распределба на оптоварувањето преку конците.намалување на ефектот од акумулација на стрес, како и спроведување на најефикасна производна процедура.
19. Видови на поврзување на клучеви: рамна врска (двете страни работат како површина) полукружна врска со клучеви со клин приклучок на клуч со тангенцијален агол.
20. Погонот на ременот може да се подели на два вида: тип на мреж и тип на триење.
21. Моментот на максимално напрегање за ременот е кога тесниот дел од него започнува од макара.Напнатоста се менува четири пати во текот на едно вртење на ременот.
22. Затегнување на погонот на V-ременот: редовен механизам за затегнување, уред за автоматско затегнување и уред за затегнување што користи тркало за затегнување.
23. Врските во синџирот на ролери обично се со непарен број (количеството на заб во запчаникот може да не е регуларен број).Ако синџирот на ролери има неприродни броеви, тогаш се користат прекумерни врски.
24. Целта на затегнувањето на погонот на ланецот е да се спречат проблеми со мрежувањето и вибрациите на ланецот кога лабавите рабови на ланецот стануваат премногу, и да се подобри аголот на спојување помеѓу запчаникот и ланецот.
25. Режимите на неуспех на запчаниците вклучуваат: кршење на забот во запчаниците и абење на површината на забот (отворени запчаници) дупчење на површината на забот (затворени запчаници) лепак на површината на забот и деформација на пластиката (гребени на жлебовите на тркалото на погонското тркало ).
26. Запчаниците чијашто површинска тврдост е поголема од 350HBS или 38HRS се познати како запчаници со тврдо или тврдо лице или, ако не се, запчаници со мека површина.
27. Подобрувањето на прецизноста на производството, намалувањето на дијаметарот на запчаникот за да се намали брзината на ротација, може да го намали динамичкото оптоварување.За да се намали динамичкото оптоварување, менувачот може да се исече.Целта на претворање на забите на запчаникот во барабанот е да се зголеми јачината на обликот на врвот на забот.насочена дистрибуција на оптоварување.
28. Колку е поголем аголот на водењето на коефициентот на дијаметарот, толку е поголема ефикасноста и помала способноста за самозаклучување.
29. Запчаникот за црви мора да се помести.По поместувањето, индексниот круг како и кругот на чекорот на црвот се совпаѓаат, меѓутоа, очигледно е дека линијата помеѓу двата црви е променета и не се совпаѓа со индексниот круг на неговата запчаник за црви.
30. Режимите на неуспех на преносот на црви, како што се дупчињата од корозија на коренот на забот, го скршуваат лепењето на површината на забот и прекумерното абење;ова е обично случај на запчаниците со црви.
31. Загуба на моќност од абење и абење на мрежниот погон на затворени црви на лежиштата, како и губење на прскање со масло какоCNC компоненти за мелењекои се вметнуваат во базенот со масло, промешајте го маслото.
32. Погонот на црви треба да прави пресметки на топлинска рамнотежа врз основа на претпоставката дека енергијата генерирана по единица време е иста како и дисипацијата на топлина во истиот временски период.Чекори што треба да се преземат: Инсталирајте ладилници и зголемете ја површината на дисипација на топлина и инсталирајте вентилатори на краевите на вратилото со цел да го зголемите протокот на воздух и на крајот, инсталирајте цевководи за ладење на циркулаторот во кутијата.
33. Услови кои овозможуваат развој на хидродинамичко подмачкување: две површини кои се лизгаат формираат јаз во облик на клин кој е конвергентен, а двете површини кои се одвоени со маслената фолија треба да имаат доволна брзина на лизгање и нивното движење мора да овозможи маслото за подмачкување да тече низ големиот отвор во помалиот и подмачкувањето мора да биде со одредена вискозност, а количината на достапно масло мора да биде соодветна.
34. Основниот дизајн на тркалачките лежишта: надворешен прстен, внатрешни прстени, хидраулично тело и кафез.
35. 3 валчести лежишта заострени пет потисни лежишта шест топчести лежишта со длабок жлеб седум аголни контактни лежишта N цилиндрични валчести лежишта 01, 02 и 03 соодветно.D=10mm, 12mm 15mm, 17,mm се однесува на 20mm е d=20mm, 12 е референца за 60mm.
36. Основен век на траење е количината на работни часови во кои 10% од лежиштата во сет на лежишта се погодени од корозија со дупчиња, но 90 проценти од нив не страдаат од оштетувања од корозија од дупчење се смета за долговечност за одредена лого.
37. Основен динамичен рејтинг на оптоварување: износот што лежиштето може да го носи во случај кога основниот век на траење на единицата е точно 106 вртежи.
38. Начин на конфигурација на лежиштето: Секоја од двете потпори фиксирани во една насока.има фиксна точка во двете насоки, додека крајот на другата потпорна точка е без движење.Двете страни се потпомогнати со слободно движење.
39. Лежиштата се категоризираат во согласност со оптоварувањето што се нанесува на ротирачкото вратило (време на свиткување и вртежен момент) и вретено (момент на свиткување) и вратило на пренос (вртежен момент).
Anebon се држи до основниот принцип на „Квалитетот е дефинитивно живот на бизнисот, а статусот може да биде душата на тоа“ за голем попуст, прилагодена прецизност 5 оски CNC стругCNC машински дел, Anebon се уверени дека можеме да понудиме висококвалитетни производи и решенија по прифатлива цена, супериорна поддршка по продажбата на купувачите.И Анебон ќе изгради енергична долга патека.
Кинески професионалецКина ЦПУ дели делови за обработка на метал, Anebon се потпираат на висококвалитетни материјали, совршен дизајн, одлична услуга за клиенти и конкурентна цена за да ја придобијат довербата на многу клиенти дома и во странство.До 95% производи се извезуваат на прекуокеанските пазари.
Доколку сакате да дознаете повеќе или да се распрашате за цените, ве молиме контактирајтеinfo@anebon.com
Време на објавување: 24-11-2023 година